3. Asphalt Materials and Mix Design
3.5 Asphalt Mix Properties
An asphalt mixture can be designed to possess many specified properties. No single combination of aggregates and binder will maximize each of the desired properties discussed in the remainder of this section. The goal of mix design is to select a unique and economical blend of aggregate and binder that will achieve a good balance of the desired properties.
The goal of mix design is to select a unique and economical blend of aggregate and binder that will achieve a good balance of the desired properties.
3.5.1 Stability
The internal friction provided by the aggregate particles and the cohesion provided by the asphalt binder provide stability to the asphalt mixture. Inter-particle friction among the aggregate particles is related to the shape and surface texture of both the fine and coarse aggregate and the characteristics of the aggregate gradation. Cohesion results from the bonding ability and the stiffness characteristics of the asphalt binder. A proper degree of both inter-particle friction and cohesion in a mix prevents it from movement in response to the forces exerted by traffic.
Excessive amounts of rounded aggregates, such as natural sand or gravel, often lead to instability concerns such as rutting, shoving, and tenderness. Natural sands can also range significantly in fine aggregate angularity and are often restricted to a maximum of 15 percent to address these concerns. Stability increases with the use of more angular aggregate with rougher surface texture.
Using too much binder (relative to the optimum binder content determined during mix design) or too soft a binder grade (for the environmental and traffic conditions) can lead to rutting and shoving (shown in Figure 14). Stability will increase with the use of a stiffer binder and/or lowering the binder content back toward optimum.

Source: National Center for Asphalt Technology
Figure 14. Rutting Due to Unstable Surface Mix
3.5.2 Durability
The durability of an asphalt pavement is its ability to resist cracking and raveling (shown in Figure 15). Cracking and raveling are often due to aging of the binder, disintegration of the aggregate, and/or stripping of the asphalt film from the aggregate (see Figure 16). These factors are affected by in-place density, weather, traffic, and incompatibilities between the aggregate and binder.

Source: National Asphalt Pavement Association
Figure 15. Raveled Asphalt Pavement Surface
Source: Asphalt Institute
Figure 16. Stripping at the Lift Interface
Generally, during mix design the durability of a mixture is enhanced by the following:
- Sufficient binder (relative to the optimum asphalt content). Insufficient binder will lead to a dry mix that is prone to aging, premature cracking, and raveling. Binder content and total surface area of the aggregate dictate asphalt film thickness. Thick asphalt films do not age or harden as rapidly as thin ones do. It is important to note that creating room for sufficient binder content (i.e., thicker asphalt film) is a function of the VMA. As discussed in Section 3.4.3, this space is filled with air and binder. Adding more binder without increasing VMA simply replaces air void space with binder. Sufficient VMA allows room for both the proper air void content and the proper binder content.
- Sound, tough aggregate that resists disintegration under traffic loading.
- Compatible asphalt binder/aggregate combinations that help prevent moisture damage.
- Additives such as hydrated lime or liquid anti-stripping agents can be incorporated into the mix design to address stripping.
- Binder with an adequate low-temperature grade or MSCR grade, which will resist cracking as the pavement contracts in cold weather.
Figure 17 shows how a very durable fuel-resistant mix functions at an airfield. A V-22 Osprey is undergoing a “hot refuel” at Lynchburg Regional Airport in Virginia. The engines continue to run during the 35-min refueling procedure. The durability and fuel resistance of the mix mainly comes from a combination of factors working together: a modified asphalt binder (PG 82-28 or PG 88-22), high binder content with subsequent low laboratory air voids (1.5 to 3.5 percent), and a high mat density (minimum of 96 percent).

Source: Ron Corun
Figure 17. Fuel-Resistant Mix at Lynchburg Regional Airport
3.5.3 Impermeability
When an asphalt pavement is impermeable, the passage of air and water into or through the asphalt pavement is prevented or at least highly restricted. This characteristic is related to the air void content, the aggregate gradation, and the lift thickness of the compacted mixture.
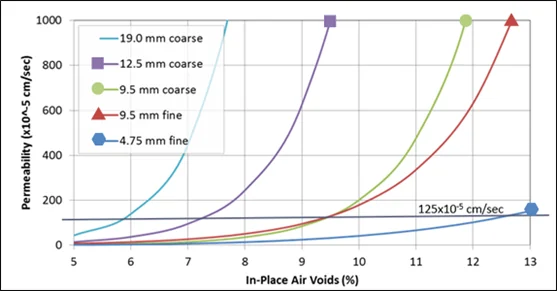
Figure 18 uses data from National Center for Asphalt Technology (NCAT) Report 03-02, An Evaluation of Factors Affecting Permeability of Superpave Designed Pavements. For those agencies that specify a maximum permeability, a common upper limit of 125×10-5 cm/s2 is shown in the graph. The NCAT report concluded the following:
- Air void content of dense-graded asphalt mixtures has a significant effect on the in-place permeability of the mat. As in-place air voids decrease, impermeability increases.
- The NMAS of dense-graded asphalt mixtures has a significant effect on the in-place permeability of the mat. As the NMAS of the mix decreases, the impermeability increases.
- Laboratory tests on specimens with different thicknesses showed that impermeability increases with an increase in mat thickness.
Source: National Center for Asphalt Technology (NCAT Report 03-02)
Figure 18. Permeability Versus In-Place Air Voids by NMAS
3.5.4 Workability/Compactability
Workability describes the ease with which an asphalt mixture can be placed and compacted. Mixtures with good workability are relatively easy to place and compact; those with poor workability are difficult to place and compact. Workability is especially important when hand placement and raking (luting) around manhole covers, sharp radii, and other obstacles are required.
Several factors impact the workability of HMA, including the following:
- Temperature: As the temperature of the asphalt mix increases, its viscosity decreases, making the mix more workable. However, excessive temperatures can lead to problems such as binder degradation and increased emissions.
- Binder type: The type of asphalt binder used can significantly affect workability. Polymer-modified binders, for example, can be less workable at certain temperatures due to their increased viscosity.
- Aggregate properties: The shape, size, and gradation of the aggregate can influence the mix’s workability. Mixes with larger NMAS or with more angular aggregate shapes tend to be less workable.
- Mix design: The specific combination of binder, aggregate, and any additives in the mix design will influence workability. Certain mix designs, such as SMA or mixes with a high percentage of recycled materials, may present workability challenges.
Some factors that might make the mix less workable in the short term, such as polymer-modified binders and premium mix design types like SMA, typically improve long-term performance overall.
3.5.5 Fatigue Resistance
Fatigue resistance is the pavement’s ability to perform under repeated wheel loads (traffic) without deteriorating. Research shows that air voids, binder content, and binder condition have a significant effect on a mixture’s fatigue resistance. As the percentage of air voids in the pavement increases, either by design or inadequate compaction, fatigue resistance is drastically reduced. Likewise, a pavement containing asphalt binder that has aged significantly or has excessive amounts of RAP with no corresponding modification to the mix will have less resistance to fatigue. Specifying a polymer-modified asphalt binder can significantly improve the fatigue resistance of an asphalt mixture, as it can increase the effective binder content.
The most effective method to improve a pavement’s fatigue resistance is not to specify a higher quality mix but to increase the overall structural thickness at the pavement design phase.
3.5.6 Skid Resistance
Skid resistance is the ability of an asphalt surface to provide adequate friction to the tires for safe braking and steering, particularly when the surface is wet. For good skid resistance, the tire tread must maintain contact with the aggregate particles and not ride on a film of water trapped between the pavement surface and tire (hydroplaning). FAA airfield runways are grooved, as shown in Figure 19, to avoid hydroplaning of the aircraft. A pavement with adequate surface microtexture and macrotexture will have greater skid resistance relative to a polished surface. Microtexture consists of wavelengths of 1 µm to 0.5 mm (0.0004 to 0.02 inches), and macrotexture consists of wavelengths of 0.5 to 50 mm (0.02 to 2 inches).
Skid resistance is improved using hard, durable, and angular (crushed) aggregate with a rough surface texture. The coarse aggregates must resist polishing (smoothing) under traffic. Calcareous aggregates (limestones) polish more easily than siliceous aggregates (quartz).
Mixtures that tend to rut or bleed present serious skid-resistance problems.

Source: Gonuc
Figure 19. Grooving an Airfield Runway