12. Mat Problems
12.9 Checking
12.9.1 Description
Checking can be defined as short transverse cracks, usually 1 to 3 inches in length and 1 to 3 inches (25 to 75 mm) apart, that occur in the surface of the asphalt mat at some time during the compaction process (see Figure 167 and Figure 168). The checks are not visible immediately behind the paver screed. Rarely does checking occur during the first or second pass of the compaction equipment over the mat except when the mixture is excessively hot. If checking is going to occur, it will normally take place after the mix has cooled to a temperature of less than 240 °F (115 °C) and additional passes of vibratory or static steel-wheel rollers (or both) are made over the mat. Checking does not usually occur when the mix is compacted with a pneumatic tire roller. Most asphalt mixtures do not check at all during compaction, whereas others exhibit tender characteristics and check readily. As checking becomes severe, the cracks become longer and are spaced closer together.
Source: Asphalt Institute
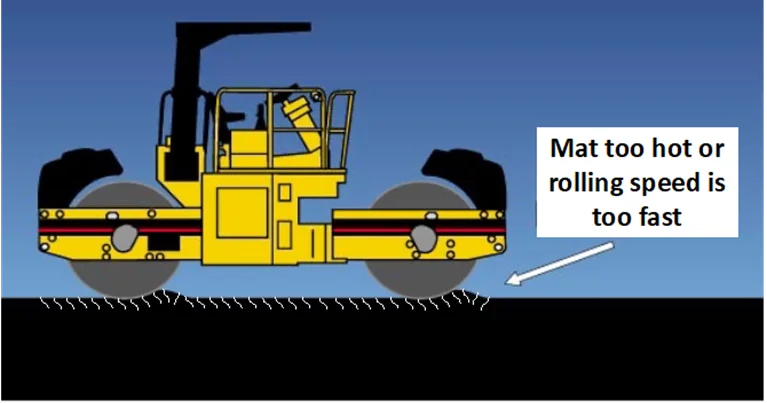
Figure 167. Roller Checking During Compaction
The cracks do not extend completely through the depth of the course but are only 3/8 to 1/2 inch (10 to 13 mm) deep.
12.9.2 Causes
A mix that checks during compaction is a tender mix. The mix shoves or moves in front of the drums on either vibratory or static steel-wheel rollers. Checks or cracks are formed when a bow wave occurs in front of the roller drums as the mix moves longitudinally before the roller reaches that location.
Checking may be caused by two primary factors: (a) excessive deflection of the pavement structure under the compaction equipment (see Chapter 5) and (b) one or more deficiencies in the asphalt mix design (see Chapter 3). A mix that checks is not internally stable enough—does not have enough internal strength at elevated temperatures—to support the weight of the compaction equipment during the rolling process.

Source: National Asphalt Pavement Association
Figure 168. Hairline Cracks Caused by Roller Checking
When a yielding foundation is the cause of the checking problem, the underlying pavement on which the new asphalt layer is being placed is weak and yields under the movement of the compaction equipment. The weight of the rollers causes the layers in the pavement structure to move, shove, and bend excessively, placing the new mix in tension at its surface. The checkmarks are then formed when the surface of the new asphalt is pulled apart as the pavement structure deflects during the rolling operation. The checks should appear in the new mix surface only at locations where there is movement of the pavement structure under the compaction equipment. If the paver passes over a soft spot in the underlying structure, for example, checking should occur only where the soft spot exists.
A more common cause of checking is one or more deficiencies in the mixture: (a) an excess of fluids in the mix—too much asphalt binder or too much moisture in the mix, or both; (b) a hump in the sand gradation curve—too much midsize sand material (1.18-mm and 0.600-mm [No. 16 and No. 30] sieve size) and too little fine sand material (0.300-mm and 0.150-mm [No. 50 and No. 100] sieve size); and (c) a lack of room in the aggregate gradation for the asphalt binder (low VMA).
An excess of fluids in the asphalt mix makes the mix tender and allows it to be displaced easily under the applied compactive effort of the rollers. The mix will be tender if the binder content is too high for the gradation and characteristics of the aggregate used, particularly if the mix has a low VMA content. If the mix contains too much moisture because the aggregate was not completely dried when passing through the batch plant drier or drum mixer, the excess moisture will act as asphalt binder at elevated temperatures and overlubricate the mix. The moisture remaining in the aggregate pores will prevent the binder material from entering those pores in the aggregate, in effect leaving more binder material between the aggregate particles instead of partly inside the aggregate.
If tenderness is due to an excess of asphalt binder in the mix, checking should occur in the mix on a regular, daily basis. If tenderness is due to an excess of moisture in the mix, checking should occur whenever the plant is not being operated properly. For example, checking may occur in the mat the day after a rain, but not the day before. If operations at the asphalt plant do not include removing the extra moisture in the aggregate resulting from the rainfall on the stockpiles, that moisture will add to the asphalt binder fluids and cause the mix to be tender.
A hump in the fine aggregate gradation curve—an excess of midsize sand in the mix—can also cause the mix to be tender. In addition, mixes low in VMA content will generally be tender and move easily under the force of a vibratory or static steel-wheel roller. Further, the various characteristics of the aggregate particles, such as surface texture, angularity, crushed faces, and amount of dust coating, can play a major role in the amount of checking that occurs during compaction. Mixes that are deficient in fine aggregate gradation or lack adequate VMA content will normally check continuously, not periodically. If the sand gradation is variable, however, checking may occur only when the sand gradation is improper. The above mix deficiencies are compounded, and the amount of checking that occurs may be increased, when the mix temperature is too high for the particular asphalt binder grade being used in the mix. As the mix temperature increases, the viscosity of the asphalt binder decreases, causing the mixture to be more tender. An additional factor that can affect the amount of checking is the temperature susceptibility of the asphalt binder itself: the greater the degree of temperature susceptibility of the binder material, the more checking may occur in the mix.
Occasionally, checking can be caused by temperature differentials within a layer of the mixture (heat checking). On a cool day and under windy conditions, the temperature of the mix that is in contact with the existing pavement surface may decrease quickly. The top surface of the mix will also cool quickly. The temperature of the mix in the middle of the layer, however, will remain high. This temperature differential can cause the mix to check under the compactive effort of the rollers.
There are also several secondary causes of checking. One is a mix whose temperature is too high because the mix was overheated in the plant. In addition, improper rolling techniques can cause checking—rolling too fast, stopping too quickly, making sharp turns on the hot mat, or making an excessive number of passes with the finish roller or finish rolling when the mat is still at too high a temperature (see Section 8). Finally, checking may be increased by a poor bond between the new mat and the underlying surface because of a dirty surface or the lack of or poor application of tack coat.
12.9.3 Solutions
If checking is caused by the presence of a yielding foundation underneath the new asphalt layer, the solution is to repair and properly prepare the existing pavement structure before the new asphalt is placed. Soft spots should be removed and replaced. All areas of excessive deflection should be removed and replaced or stabilized. Uniform support is needed in the underlying pavement structure if the new pavement layers are to perform adequately.
If checking is caused by a deficiency in the mix design—an excess of fluids in the mix or a problem with the gradation of the fine aggregate or the VMA content of the mix—the long-term solution is to change the mix properties. Those changes must be made at the asphalt plant and cannot be made at the paving site. If the mix contains an excess of fluids—either asphalt binder or moisture—the binder content should be reduced or the aggregate properly dried to remove all of the moisture. In some cases, the production rate of the plant will have to be reduced for the moisture to be completely removed from the aggregate. In other cases, plant operating conditions may need to be changed (e.g., flights and drum angle). If checking is caused by the gradation of the fine aggregate incorporated into the mix, the gradation should be changed. It may be necessary to increase or decrease the amount of fine aggregate used, add a small amount of fine aggregate with a different gradation, increase the angularity of the fine aggregate, or use a completely different material from a different source. If checking is caused by a lack of VMA in the asphalt mix, changes need to be made to increase the VMA.
Checking is often thought to result from the mix being too hot. This is only partially correct; the mix is too hot at some temperatures to support the weight of the compaction equipment because the mix lacks internal strength and stability. If the mix were properly designed, it would not be too hot to be compacted at any temperature below about 300 °F (150 °C). Most checking occurs when the mix temperature is decreasing from about 240 °F (115 °C) down to about 190 °F (90 °C); rarely does checking occur when the mix temperature is above approximately 240 °F (115 °C) or below approximately 190 °F (90 °C). However, with the use of warm-mix technologies and the number of different warm-mix technologies currently available, these temperatures may vary.
In the short term, changes in both the rolling zone and the type of rollers used to densify the mix can be made to reduce the amount of checking that occurs. If the mix is tender because of excess fluids, a problem with the fine aggregate gradation, or lack of VMA, it may be possible to densify the mix properly at an elevated temperature without causing the checking.
A mix that checks is tender, but this mix can usually be compacted satisfactorily at high temperatures—above 250 °F (120 °C). The required level of density can generally be obtained if enough roller passes can be applied to the mix before it cools to the point at which the checking begins. This can be done by using two breakdown rollers instead of one—using two rollers operating in echelon (side by side) instead of using a breakdown roller followed by an intermediate roller. The two breakdown rollers each apply their compactive effort to one side of the newly placed lane. Many passes are made over each point in the pavement surface before the mix begins to check. Once checking starts, the rolling process is temporarily suspended.
If compaction operations are attempted when the mix is moving, shoving, and checking under the action of vibratory or static steel-wheel rollers, the mix will decompact rather than compact. Rolling should not be carried out with steel-wheel rollers when the mix is tender and checking. Most tender mixes will remain tender until the surface of the mix cools to a temperature of approximately 190 °F (90 °C). At this temperature, the mix has cooled sufficiently so that the viscosity of the asphalt binder has increased to the point where the mix can again support the weight of the compaction equipment. Static steel-wheel rollers can then be used to achieve the final density in the mix and remove any roller marks in the pavement surface.
When a tender mix is in the middle temperature range, between about 240 °F (115 °C) and 190 °F (90 °C), rolling should not be attempted, as discussed above, with either vibratory or static steel-wheel rollers. A pneumatic tire roller, however, can be used in this temperature zone since the rubber tires on this roller will typically not shove the mix and a bow wave will not form in front of the tires. The tender mix will densify, instead of check, under the compactive effort of the pneumatic tire roller. Finish rolling using a static steel-wheel roller can be completed once the mix has cooled to a temperature below about 190 °F (90 °C).
In most cases when checking occurs in the mix, the roller operators tend to back off the mix and allow it to cool. This is the wrong approach to the problem. Delaying the compaction permits the mix to cool and stiffen but most often does not then allow enough time for the mix to achieve the required level of density. With a tender mix, it may not be possible to accomplish both objectives (no checking and adequate density) at the same time if the mix is allowed to cool before rolling operations are started. It is much better to compact the mix as much as possible before checking starts, stay off the mix in the middle temperature zone when checking is most likely to occur, and then finish-roll the mix once it has cooled enough to support the weight of the final roller.
If the mix delivered to the paver is too hot—above 325 °F (165 °C)—it should be allowed to cool after laydown before the compaction process is started. Improper rolling techniques should be corrected. The surface of the underlying pavement should be clean and properly tack coated before placement of the new mix begins.
None of the solutions to the checking problem will work in all cases. Each mix will have its own compaction characteristics. For some extremely tender mixes, checking may occur at a wider range of temperatures, from as high as 270 °F (130 °C) down to as low as 170 °F (75 °C). As noted, mixes that lack internal stability will generally check under steel-wheel rollers (operated in either the vibratory or static mode), and thus these mixes should be redesigned.
12.9.4 Effects on Performance
Although checks extend only a short distance down from the surface, they are highly detrimental to long-term performance because the tender mix characteristics affect the level of density obtained. If the rollers are kept back from the paver in an attempt to decrease the amount of checking that occurs, the level of density obtained by the compaction equipment will normally be reduced significantly. Thus, the air void content of the mat will increase. A mix that contains checks will therefore lack density and have a greatly reduced pavement life under traffic. Additionally, the check cracks themselves are an entry point for water into the mat and an initiation point for later cracking under traffic loads and temperature changes.