11. Quality Assurance
11.3 General Types Of Specifications
Agencies need some method of communicating their expectations to the contractor. Specifications are part of the contract, and they communicate the requirements under which a contractor must successfully deliver a project. They should be clearly written so all parties can properly evaluate the degree of conformance and what happens if the work does not conform to the specifications.
11.3.1 Method Specifications
Method specifications (or prescriptive specifications) were probably the most widely used type of specification in highway and airfield construction until the mid-1980s. With this type of specification, the agency directs the contractor to use specific methods, including materials, proportions, processes, and equipment. If the contractor follows the requirements, the agency accepts the completed work and bears the complete burden of responsibility for the quality and performance. Terminology such as “substantial compliance” and “reasonably close conformity” is associated with method specifications.
An advantage of method specifications is that they offer extreme agency control when the expertise for a particular product or process is largely on the agency side. They may also offer an advantage when a measure of quality is particularly difficult to define. Asphalt mix segregation is one such case. Segregation is an undesirable feature (covered in detail in Chapter 10), but the allowable degree of segregation is difficult to measure or to specify. Thus, method specifications can be used to specify what a contractor must do to prevent segregation.
However, method specifications also have several disadvantages. Contractors may not be allowed to use the most economical or innovative procedures to produce the product. The corresponding inspection to ensure conformity is labor-intensive. If the quality of the product is measured and found to be less than desirable, the contractor has no legal responsibility to improve it if the methods were followed. The agency assumes the bulk of the specification risk.
The major weakness of this type of specification is that there is no guarantee it will produce the desired quality of construction. Most importantly, by explicitly specifying the material and procedures, the owner or agency obligates itself to a large degree to accept the end product. Such a specification is also very difficult to enforce uniformly. The terms “reasonably close conformity” and “substantial compliance” cannot be precisely defined. In the absence of a clearly established quality level and a uniform means of measuring compliance, decisions can become arbitrary, and acceptance procedures become inconsistent in their application.
11.3.2 End-result Specifications
The construction of the American Association of State Highway Officials (AASHO) Road Test in 1958 provided the first step toward end-result specifications. This type of specification offered a way to better assess and quantify the quality of construction than imprecise verbiage like “reasonably close conformity.” True end-result specifications require the contractor to take the entire responsibility for producing and placing a product. The agency’s responsibility is to either accept or reject the final product or to apply a pay adjustment that is commensurate with the measured degree of compliance with the specifications.
End-result specifications have the advantage of allowing the contractor flexibility in exercising options for new materials, techniques, and procedures to improve the quality and/or economy of the end product.
End-result specifications typically do the following:
- Assign the contractor complete responsibility and latitude in determining the procedures and equipment used to produce the product.
- Leave QC sampling, testing, and inspection entirely at the discretion of the contractor or producer.
- Base agency acceptance on sampling and testing of the final in-place product.
- Determine a price adjustment based upon the measured degree of compliance with the specification criteria.
End-result specifications stress sampling and testing of the final product, as opposed to inspection, as the main measure of agency acceptance. A large quantity of material may be found to be defective after it is already in place, when there is very little opportunity for correction. This is risky because the specifying agency may accept a certain amount of undesirable product. Because only the final product is tested, this also discourages accumulating testing results throughout construction to obtain a more representative picture of the product quality.
11.3.3 Quality Assurance Specifications
QA specifications evolved from complications with method specifications and end-result specifications. This type of specification is the most used today. AASHTO R10 defines them as specifications that require contractor QC and agency acceptance activities throughout the production and placement of a product. Final acceptance of the product is usually based on a statistical sampling of the measured quality level for key quality characteristics.
QA specifications evolved from complications with method specifications and end-result specifications. This type of specification is the most used today.
The contractor’s QC and agency responsibilities should be clearly defined. On the contractor side, a QC plan should be documented that identifies all QC personnel and procedures that will be used to maintain production and placement processes in control and meet agency specification requirements. The plan must also address corrective action to be taken if the process goes out of control. More information about QC plans can be found in Section 11.4.
Other key areas to document in a QA specification include the following:
- How asphalt mix designs are submitted and how they are verified.
- How plant and field performance is verified (e.g., trial batches, control strips).
- How QC testing and inspection will be used to monitor work.
- Whether and how QC test results will be used for acceptance.
- Details regarding agency inspection and acceptance procedures.
As part of QA specifications, the material quality characteristics to be sampled, tested, and inspected for QC and acceptance must be identified and clearly outlined. For example, a specification might identify mix gradation, binder content, thickness, VMA, laboratory air voids, and in-place air voids as contract quality characteristics. Other characteristics that measure smoothness, runway grooving, rut resistance, crack resistance, etc., might be included, depending on the project size.
Other important information to include in a QA specification would be the location of sampling, sampling methods, lab handling methods, and test methods to be used on the samples. How often to sample and test should be clearly spelled out, as well as how and to whom test results will be reported. The selected quality characteristics should be related to product performance and should be clearly measurable.
The measure of quality (MOQ) to be used for acceptance must be specified. The MOQ is any of several mathematical tools that are used to quantify the level of quality of an individual quality characteristic. Common MOQs include the mean, standard deviation, average absolute deviation (AAD), and percent within limits (PWL). AAD and PWL are two of the most common MOQs.
11.3.3.1 Absolute Average Deviation
If a specification merely required the average result to be within a certain range, initial high values could purposely be later offset by low values to bring the mean into the target range. The same would be true for the average deviation, which would include whether the deviation from the target was positive or negative. While using the mean or average deviation might be valuable QC tools for monitoring trends, they are not appropriate for acceptance.
The AAD uses the absolute deviation of a test result from the target value, without regard to signs. An advantage of AAD is that it is very easy for any technician to understand the mathematics of averaging individual test values’ differences from the target value and be able to picture that AAD shows, on average, by how much a target was missed. A low AAD implies that the data is both close to the target and has low variability.
However, there are disadvantages to AAD. Using absolute deviations, AAD does not signify whether deviations are always low, always high, or some mix of the two. A high AAD does not necessarily mean that there is both poor precision and accuracy. The results could be very precise but not accurate. Therefore, AAD does not fully measure variability. And for one-sided specifications like VMA, there is no target from which to calculate AAD, only a minimum.
A similar MOQ, Conformal Index, measures the squared deviation from the target. While the Conformal Index may be a better measure of accuracy, it presents the same disadvantages as AAD.
11.3.3.2 Percent Within Limits
Watch Video
For pure statistical accuracy, the MOQ adopted by most agencies is PWL. It is more discerning than other quality measures. The PWL procedure is based on the normal distribution, which is a continuous probability distribution having a bell-shaped curve defined by the sample mean and the sample standard deviation. The area under the normal curve can be calculated to determine the percentage of the population that is within certain limits.
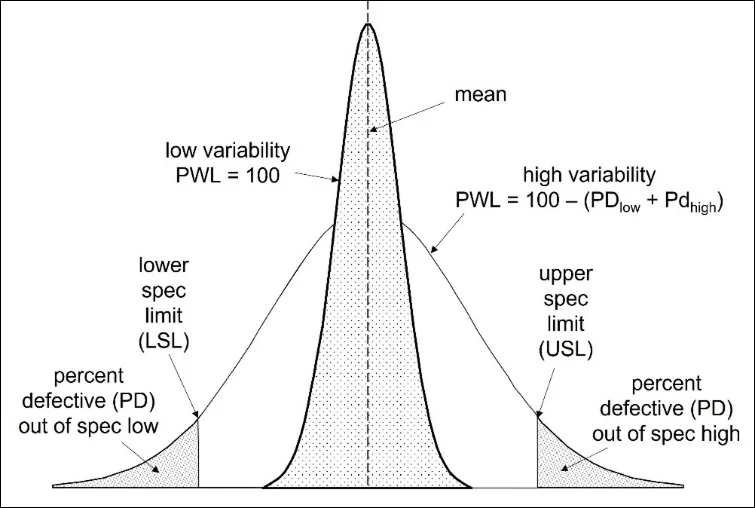
Figure 161 illustrates the concept. All the data is represented by the area under the curve. The figure shows two datasets with the same mean at the target value, one with low variability and one with a higher variability. The lower limit set by agency specification is shown as the lower specification limit (LSL), and the upper limit set by agency specification is shown as the upper specification limit (USL). The lightly shaded, low-variability data is completely within the specification limits (100 PWL) and would receive full pay and perhaps some type of bonus. This data would be both accurate and precise.
The wider high variability curve data averages the same as the low variability curve but is much more variable. It contains data both below the lower specification limit and above the upper specification limit. These areas can be calculated and are referred to as the percent defective (PD). The PWL of the wider variability data would be calculated as 100 – (lower PD + upper PD). This data would be accurate but not precise. Most agencies allow down to 90 PWL (10 PD) for 100 percent pay.
Source: Asphalt Institute
Figure 161. Percent Within Limits
Both datasets in Figure 161 are centered around the target value. If, for example, the dataset had low variability but was off target on the low side, the curve would shift to the left. If the average of the data was low enough, there would be some PD on the low side, but none on the high side due to the low variability of the data. In this example, the data would be precise but not accurate.
Although PWL is not as easy as AAD for technicians to understand and calculate, it offers some advantages. It is more statistically discerning than other MOQs. It efficiently captures the mean and standard deviation of the data into one MOQ. Like other QA specifications, PWL encourages uniformity. Uniformity is a proven predictor of performance.
11.3.4 Performance Specifications
Many agencies are working toward performance specifications. AASHTO R 10 defines performance specifications as those that describe how the finished product should perform over time. Although there are several types of performance specifications, warranties often come to mind when discussing them. In a warranty specification, the contractor assumes all the risk for how the pavement performs and takes on all maintenance activities required to maintain the performance at a specified level.
The following are shortcomings to using warranty specifications:
- They require long-term monitoring, with associated administrative needs.
- They require distinguishing between design- and construction-related problems.
- They typically are subject to reduced bonding capacity.
Because of risks associated with future uncertainties, bonding companies are typically not willing to provide warranties to contractors beyond 5 years. This increases the overall cost of the project to an agency.
Two other categories of specifications that fall under the umbrella of performance specifications are performance-related specifications and performance-based specifications.
Performance-related specifications describe the desired levels of key materials and construction quality characteristics that, in clearly defined conditions, have been found to correlate with fundamental engineering properties that predict performance. These characteristics, for example air voids, tend to lend themselves to acceptance testing at the time of construction.
Performance-based specifications describe the desired levels of fundamental engineering properties (e.g., resilient modulus, creep properties, and fatigue) that are predictors of performance and appear in primary prediction relationships. These models can be used to predict stress, distress, or performance from combinations of predictors that represent traffic, environment, supporting materials, and structural conditions. Most fundamental engineering properties generally do not lend themselves to timely acceptance testing.
NCHRP Synthesis 492, Performance Specifications for Asphalt Mixtures, is a good, comprehensive reference on this topic.