11. Quality Assurance
11.5 Sampling Methods
The methods used for sampling asphalt mix can have a significant effect on the outcome of the test results. If a sample is not representative of the material, there is no point in following through with the testing program. Proper sampling techniques and specified procedures must be followed for an accurate representation of the materials being produced.
11.5.1 Representative Sampling
A primary goal is to obtain samples that are representative of the products being evaluated. Since test results are used to adjust mixture production, it would be counterproductive to make plant adjustments based on a non-representative sample.
Representative samples are critical for effective QC and acceptance programs. Inspection is more appropriate for identifying nonuniform portions of the work. Once inspection has identified a portion of the work that is nonuniform (different from the rest of the work) or defective materials are suspected, additional samples representing that specific element of the work should be taken. Test results from such samples should never be used as part of the lot averages—and certainly not for lot acceptance. They only represent the specific problem areas identified by inspection. Standard specifications should offer guidance on how to handle suspect areas.
It is important to collect enough material when sampling. The sample size is important not only to obtain enough material to complete the required tests but also to achieve a representative sample. Most standards will indicate a minimum sample size requirement.
The quantity of asphalt mix produced on a given project is usually divided into predefined portions called “lots.” QA and QC plans usually require samples to be taken at intervals within these lots. The intervals are generally measured in one of the following three ways:
- Time intervals—Typical lot sizes when sampling by time interval would include either a half day’s production or a full day’s production.
- Quantity intervals—Typical lot sizes when sampling by quantity interval would include 5,000 or 10,000 tons (tonnes), depending on anticipated production rates.
- Distance intervals—Typical lot sizes based on linear feet (meters) of paving. For example, cores are commonly taken based on a linear distance relative to stationing (a length of 100 ft [or 100 or 1,000 m] along a survey route) and an offset from a fixed longitudinal line.
Lot sizes are normally established by standard specifications, as defined well in advance of construction. The size and method of measurement of a lot will be used to determine locations and quantities of QC and acceptance tests. The lot will also be used to define what portion of the work is represented by a given set of test results. The limits of the lot are especially significant if corrective action or removal is required.
11.5.2 Random Sampling
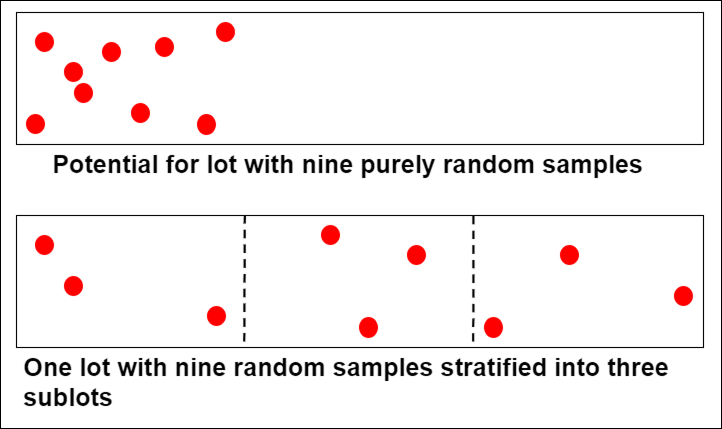
The use of random sampling techniques helps to obtain unbiased representative samples, where every element in the population has an equal chance of being selected for sampling. As shown in Figure 162, it is theoretically possible for the purely random numbers to require that all samples for the entire project be taken over a very small area. The best and most practical method of ensuring that samples include the full range of construction is a process called stratified random sampling. This practice separates lots into equally sized sublots, from which random samples are then obtained. ASTM D3665 provides the standard practice for random sampling of construction materials.
Source: Asphalt Institute
Figure 162. Purely Random Sampling vs. Stratified Random Sampling
Stratified random sampling can be applied to different types of intervals by taking the number of samples needed and distributing them over times, quantities, or locations.
Watch Video
Taking pavement cores is one of the most important ways to verify that asphalt construction meets specifications. Cores provide direct evidence of thickness, density, and overall quality—information that can’t be fully confirmed by surface measurements alone. This video walks through the complete process step by step: how to determine the right number of samples, how to select random locations to avoid bias, and how to properly operate diamond bit coring equipment. It also includes best practices for extracting, labeling, and handling cores to ensure accurate testing results. Together, these steps help agencies and contractors confirm performance, document compliance, and build confidence that the finished pavement will stand the test of time.
Table 11 illustrates how to calculate random sampling tonnage for loose asphalt samples from truck beds. The example is for a project with 4,000-ton (tonne) lots and 1,000-ton sublots. Random numbers can easily be generated by computer. In the example, the random number is applied to the sublot amount only, then the cumulative amount is calculated. For sublot 3, remember 2,000 tons have already been produced in sublots 1 and 2. Therefore, the random tonnage within sublot 3 (263.7) is added to the 2,000 tons, and the truck containing ton 2263.7 is sampled.
Table 11. Example Random Sampling by Tonnage Table

Source: Asphalt Institute
The above example presents sampling based on quantity increments. They are useful for planning random samples of loose mix during plant production. These same methods and spreadsheet solutions could be applied if samples were to be obtained based on location. For example, sampling increments for roadway coring would be planned at both a given station and a distance from the centerline. The random numbers could be generated by hour if lots were assessed by half-day or one-day intervals.
11.5.3 Sampling Asphalt Mixtures
Watch Video
Sampling requirements are typically set by the agency and should be identified in the contractor’s written QC plan. Acceptance sampling is often performed by the contractor but is required to be witnessed by agency personnel. Agency personnel typically take possession of the samples immediately after they are taken. It is important that all samples be properly documented with, at minimum, the project number, the date sampled, the material type, and sampling location (lot and/or sublot number). Other identifying information may also be required by the agency.
Sampling methods are available for sampling plant mix at many points along the construction process, including at the plant, from delivery trucks, from windrows at the jobsite, and from behind the paving machine. Some agencies may require one sampling point for QC and a different sampling point for acceptance.
For these sampling methods, the procedures described in AASHTO R 97 or ASTM D979 should be followed. Specifiers should carefully consider the sampling location. Each allowable sampling location in these standards has pros and cons related to the probability of obtaining a representative sample, the probability of causing permanent defects in the new mat, and the relative safety of the technician while sampling.
A common thread throughout the procedures is that they all require at least three randomly selected increments, combined to make a field sample meeting the minimum size requirement.
Samples of the compacted plant mix can also be taken by cutting cores from the cooled pavement following methods described in ASTM D5361 or AASHTO R 67. A brief discussion of each preferred sampling location is presented below.
11.5.3.1 Sampling at the Plant
Some asphalt mixing plants are equipped with sampling devices to obtain samples before delivering to the haul units. Such devices often include a sampling receptacle to pass perpendicularly through the entire stream of asphalt mixture, or they may include a sampling device that diverts the entire stream into a sampling receptacle. It is important that 1) the entire stream is sampled and 2) the sampling receptacle does not become overfilled during sampling and spill over the edges, losing part of the sample.
11.5.3.2 Sampling from Trucks
Truck sampling techniques are used to obtain samples of the plant mix. Quite often, the samples are taken immediately after loading from the plant, where sampling platforms allow the technicians to stand at the height of the truck bed. The truck bed is visually divided into three or four equal sections, and a sample is collected from each section. The top 6 to 12 inches (0.15 to 0.3 m) of material is removed before sampling from the exposed area.
11.5.3.3 Sampling from Windrows
Representative samples can also be taken from the windrow of a transport unit, avoiding the beginning or end of the windrow section. The windrow is visually divided into approximately three equal sections, and the top 1 ft (0.3 m) of the windrow is removed before sampling. The mix can become segregated in the windrow, so care should be taken in using the sample as QC for plant adjustments.
11.5.3.4 Sampling Loose In-place Mix
Representative portions of plant mix can be obtained by sampling behind the paving machine. These samples are taken immediately after placement but before any rolling takes place. The use of plates can help with obtaining a full sample, but any method must include the full depth of material. The holes from where the sample was obtained must be refilled before the roller reaches it. The mix can become segregated in the paver augers, so care should be taken in using the sample as QC for plant adjustments.
11.5.3.5 Sampling Compacted In-place Mix
Core sampling is the most common method for compacted asphalt pavements. Portable electric drills with wet-cut, diamond-studded core barrels provide rapid removal with little or no damage to the specimens. These samples are normally used to evaluate compaction and thickness.
Once removed from the pavement, the test specimens must be handled with care because they can be sensitive to damage from heat, impacts, and point loads. To protect the specimen, some QC plans require specially designed and padded transport containers. It is very important to ensure that the core holes are properly refilled and recompacted.