11. Quality Assurance
11.6 Quality Control At The Plant
Every successful asphalt contractor controls the quality of the asphalt mix throughout the production process. The plant itself must be calibrated/verified to be operating properly, as discussed in Chapter 4. All weighing mechanisms must be regularly certified for accuracy. Belts and gate openings must be properly adjusted for uniform material flow. Binder tanks must be maintained for proper circulation, temperature uniformity, and flow. Emissions must meet local environmental regulations and be adjusted for proper return of fines to the mix. All ancillary tanks and feeders must constantly be maintained and managed. The following sections provide more considerations about control of the mix and component materials.
11.6.1 Plant Control of Aggregate
Design qualities are the main consideration when selecting aggregates for a JMF. The decision concerning which aggregate to use is based on laboratory test data and mix economics, long before the material reaches the mix production plant (general characteristics and physical properties of aggregates for surface and base courses were discussed in Chapter 3). The raw aggregates should come from sources approved by the agency and should be stored (most often in stockpiles) and tested for compliance with designated quality standards.
11.6.2 Plant Control of Asphalt Binder
Asphalt binders are generally purchased from a source tested and accepted by the agency or accepted based on the supplier’s certification or agency testing. Cost and local preference will affect the selection of a supplier. In many areas, the purchase agreement with the asphalt supplier requires certification of the test results from a production run of material or an identifiable lot of material. Strict QC procedures may also require that the hauler supplying material to the plant furnish a “prior load certificate,” which protects the supplier of the load from disputes resulting from contamination during transport. These requirements should be specified when executing a purchase agreement.
Tests for asphalt are rarely performed by the plant QC personnel. It is good practice to randomly sample incoming loads of asphalt binder for future testing if necessary. The agency may also sample asphalt binder at the plant and run tests in the agency laboratory. In this case, samples stored on-site are useful should any question arise about the quality of the asphalt binder.
Asphalt suppliers generally have very robust, well-documented QC programs. Binder quality at the gate is the expected standard. However, even if the binder itself meets specifications, plant operators must ensure that they are receiving the proper grades and storing them in the proper tanks, with no contamination. If the incorrect binder was used, the mix properties and laydown characteristics will change. QC technicians and agency inspectors should regularly verify the purchase invoices and certificates of tests submitted by the asphalt supplier to help ensure the correct binder is being used on the project.
The temperature of the incoming asphalt binder must be closely monitored. Specifications set limits on the allowable temperature in the asphalt storage tanks. Overheating by the supplier or hauler is cause for rejection of the asphalt binder.
11.6.3 Plant Control of Asphalt Mixtures
Plant control of mixtures includes a series of elements so closely interrelated that they are difficult to separate. One test may perform a variety of functions, satisfying a number of these QC needs. The day-to-day plant control that requires QC testing is as follows:
- Stockpile or cold-feed gradations.
- Hot-bin gradations (for batch plants).
- Cold-feed adjustments.
- Hot-bin weight adjustments (for batch plants).
- Asphalt content tests.
- Gradation of aggregate in mix.
- Adjustments of mixing time and temperature.
- Preparation of compacted specimens for applicable testing of the following:
- Voids.
- VMA.
- VFA.
- Density.
- Flow (MArshall only).
- Stability (MArshall Only).
11.6.4 Trial Batches
Even with an approved mix design, some agency specifications will require the contractor to produce a trial batch of mix several days prior to the initiation of general production. As a best practice of plant QC, the contractor may independently choose to run a trial batch, especially if they are less familiar with the materials, such as might be the case for a portable plant in a remote location.
Trial batches are a limited production run of the mixture to be sampled for testing purposes and then placed in the recycling pile. Alternatively, the mix could be used to pave a portion of the plant site or placed on another of the contractor’s non-agency projects. However the mixture is used, the purpose of the trial batch is twofold:
- It demonstrates that the plant can produce the required mix within specifications.
- It provides the first opportunity to ensure that contractor and agency technicians get acceptably consistent results on a split sample.
Trouble can be avoided if these two issues are settled before any permanent mix is placed on the project. If the mix is not within specifications, the plant production can be tweaked until the mix meets specifications. If it cannot meet specifications, a new mix design would be required. If a non-specification mix is already placed, the agency is put in the position of either accepting substandard mix at a lower negotiated price or requiring the contractor to remove and replace the mix. Any issues related to the contractor matching agency test results can be resolved beforehand with split samples from the trial batch.
Once the trial batch and lab comparison are satisfactory, the contractor can move on to the test strip or full production.
11.6.5 Control Charts
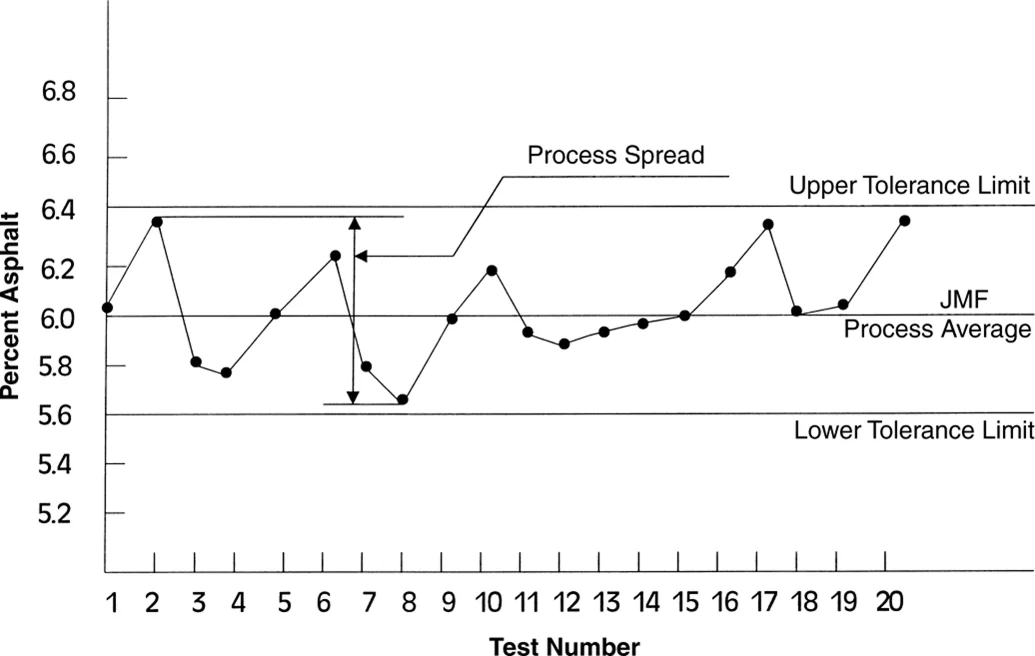
A final way plants can maintain control of the mixes they are producing is through regular monitoring of lab-generated control charts. Control charts are graphical plots of QC measurements or test results used to identify variation in a production or placement process, as shown in Figure 163. They can plot individual tests or moving averages. The specification limits may also be plotted, as in this example. The difference between the high and low result is the process spread (moving range), which should be minimized as much as possible.
Source: Hot-Mix Asphalt Paving Handbook 2000, 2nd Edition
Figure 163. Example Control Chart
Control charts can be an invaluable quick visual reference for spotting data trends and how close to the specification limits the test data are. A review of the example in Figure 163 shows that all the data fall within the specification limits. In this example, no discernible trend is evident. However, control charts are an excellent tool to reveal trends in production, such as test results that are consistently rising or falling over time. For example, a binder content that is consistently falling over time might reveal a blockage in the binder pump screen that is getting progressively worse. If results are consistently high or low, then the plant is producing at the wrong target, and adjustments must be made. Test results regularly above the upper control limit and below the lower control limit indicate high variability in the production process. The plant operator must actively address the issues that are preventing production of a consistent mix.
Control charts, especially for percent binder and gradations for each sieve, should be maintained and regularly shared with plant personnel. Continued monitoring of these test results is a valuable tool for ensuring the plant aggregate and binder feeds are at the targeted values. Control charts for other mix properties, such as air voids and VMA, are also important to maintain. If they begin to drift out of specification, the QC manager may need to investigate reasons why and then translate solutions into specific actions to be taken by plant personnel.
Roadway density control charts should be maintained and regularly shared with field supervisors. Tracking how the crew is achieving proper density will help the field supervisor use field personnel and equipment effectively.
Control charts are used by the contractor to decrease variability, establish process capability, reduce price adjustment costs, serve as a permanent record of quality, provide a basis for acceptance, and instill quality awareness.
All QC test data and control charts should be well documented and shared with agency personnel to ensure continued uniformity in testing between the two labs is maintained. If QC and agency test results begin to drift apart, immediate action should be taken to understand why the differences are occurring and take remedial action.