3. Asphalt Materials and Mix Design
3.3 Aggregate Characteristics And Properties
Aggregates possess numerous characteristics that influence the performance of asphalt mixture. These characteristics not only influence the amount of binder required for satisfactory performance but also affect mix constructability and longevity. Selecting materials that meet certain quality characteristics is an important first step in the mix design process. The aggregate characteristics discussed in this section include particle size distribution (gradation), specific gravity, surface texture and shape, absorption, clay content, toughness, soundness, and deleterious materials.
Selecting materials that meet certain quality characteristics is an important first step in the mix design process.
The Superpave mix design process considers four characteristics particularly important: coarse aggregate angularity, fine aggregate angularity, clay content (sand equivalent), and flat and elongated particles. These are called “consensus properties,” and their criteria are set in AASHTO M 323 (see Table 2). Other important aggregate criteria are called “source properties,” and these are specified by the user agency on the basis of local experience with the materials and their availability. While all these properties have requirements in the FAA and DoD specifications, the airfield specifications do not use the terms “consensus properties” and “source properties.”
Table 2. AASHTO M 323 Aggregate Consensus Property Requirements
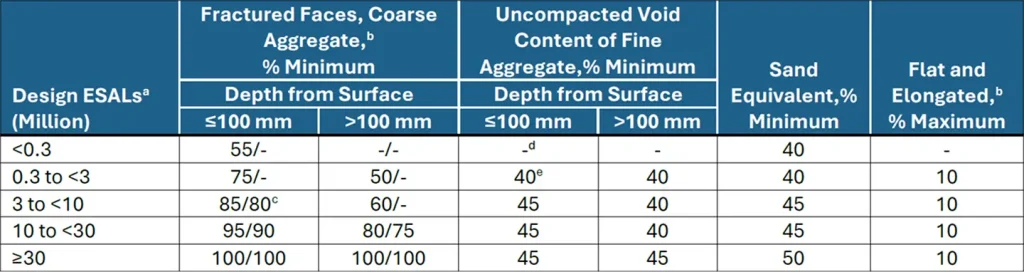
- a The anticipated project traffic level expected on the design lane over a 20-year period. Regardless of the actual design life of the roadway, determine the design ESALs for a 20-year period.
- b This criterion does not apply to 4.75-mm nominal maximum size mixtures.
- c 85/80 denotes that 85 percent of the coarse aggregate has at least one fractured face and 80 percent has two or more fractured faces.
- d For 4.75-mm nominal maximum size mixtures designed for traffic levels below 0.3 million ESALs, the minimum uncompacted void content is 40.
- e For 4.75-mm nominal maximum size mixtures designed for traffic levels equal to or above 0.3 million ESALs, the minimum uncompacted void content is 45.
Note: If less than 25 percent of a construction lift is within 100 mm of the surface, the lift may be considered to below 100 mm for mix design purposes.
3.3.1 Particle Size Distribution (Gradation)
One of the important properties of aggregates for use in pavements is the distribution of particle sizes, or gradation. Gradation test methods are specified as either dry (ASTM C136/AASHTO T 27) or washed (ASTM C117/AASHTO T 11). For asphalt mix designs, the aggregate must always be washed to properly evaluate the percentage of fine particles.
Aggregate gradations having different maximum particle sizes will result in asphalt mixtures with different characteristics. Unfortunately, different specifications may have slightly different definitions for maximum particle size. The Superpave method uses the following aggregate size definitions:
- Maximum aggregate size—one sieve size larger than the nominal maximum size.
- Nominal maximum aggregate size (NMAS)—one sieve size larger than the first sieve to retain more than 10 percent by weight.
Gradation is generally controlled by specifications that define the distribution of particle sizes. AASHTO M 323 specifies Superpave aggregate gradation control points based on NMAS. Airfield asphalt mix gradation requirements are shown in FAA’s P-401 and DoD’s UFGS 32 12 15.13. They are grouped from coarsest to finest by Gradation 1, Gradation 2, and Gradation 3. The grading chart in Figure 8 represents a visual way of displaying aggregate gradations—the 0.45 power plot. The abscissa is particle size plotted to a 0.45 power scale, while the ordinate is usually the percent by weight passing a given size on an arithmetic scale.
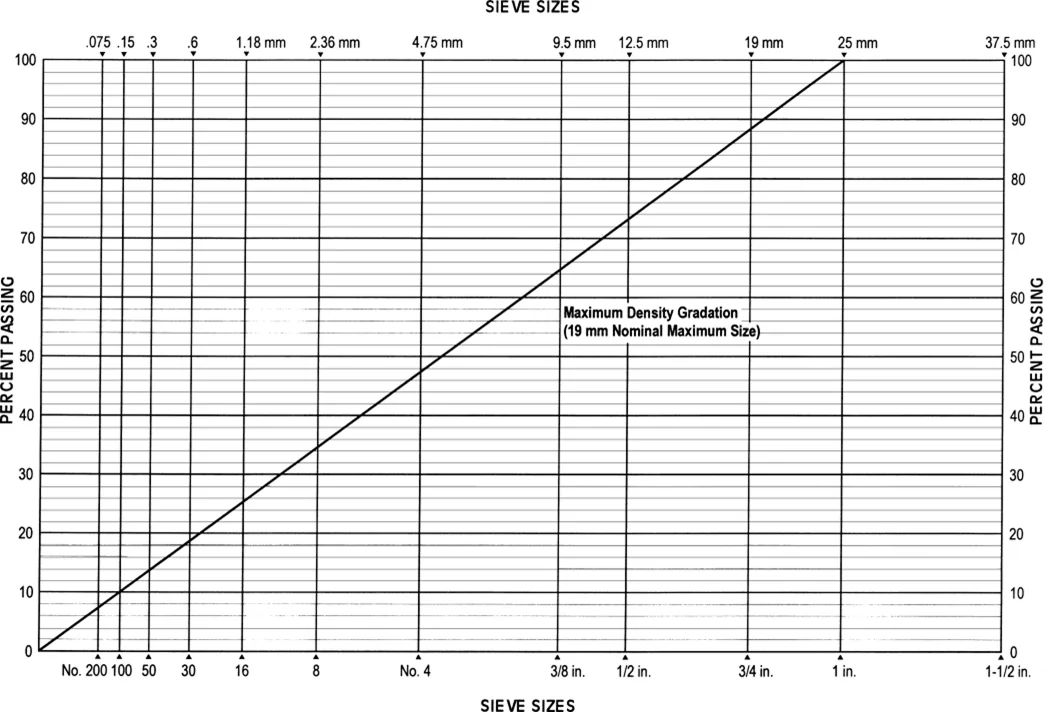
Source: Asphalt Institute
Figure 8. Gradation Chart, Exponential Scale (0.45)
On this chart, the maximum density grading (i.e., the tightest possible particle packing) corresponds to a straight line drawn from the origin to the selected maximum particle size. This line on the .45 power chart is known as the MDL. The MDL shown in Figure 8 represents the maximum density gradation for an aggregate with a 1.0-inch (25.0-mm) maximum size. It must be noted that the MDL is approximate but can serve as a useful reference in proportioning aggregates. The actual gradation at which maximum density occurs, for any particular aggregate in a compacted asphalt mixture, is greatly influenced by the shape, strength, and surface texture of the aggregates, and it may not fall on the MDL.
The particle size distribution delineates the general type of aggregate structure in the asphalt mixture in two ways. First, the general mix type (dense-graded, open-graded, or gap-graded) is defined by the gradation. Second, the gradation also shows the NMAS of the mix. The NMAS of the mix to be used is usually related to its location in the pavement structure.
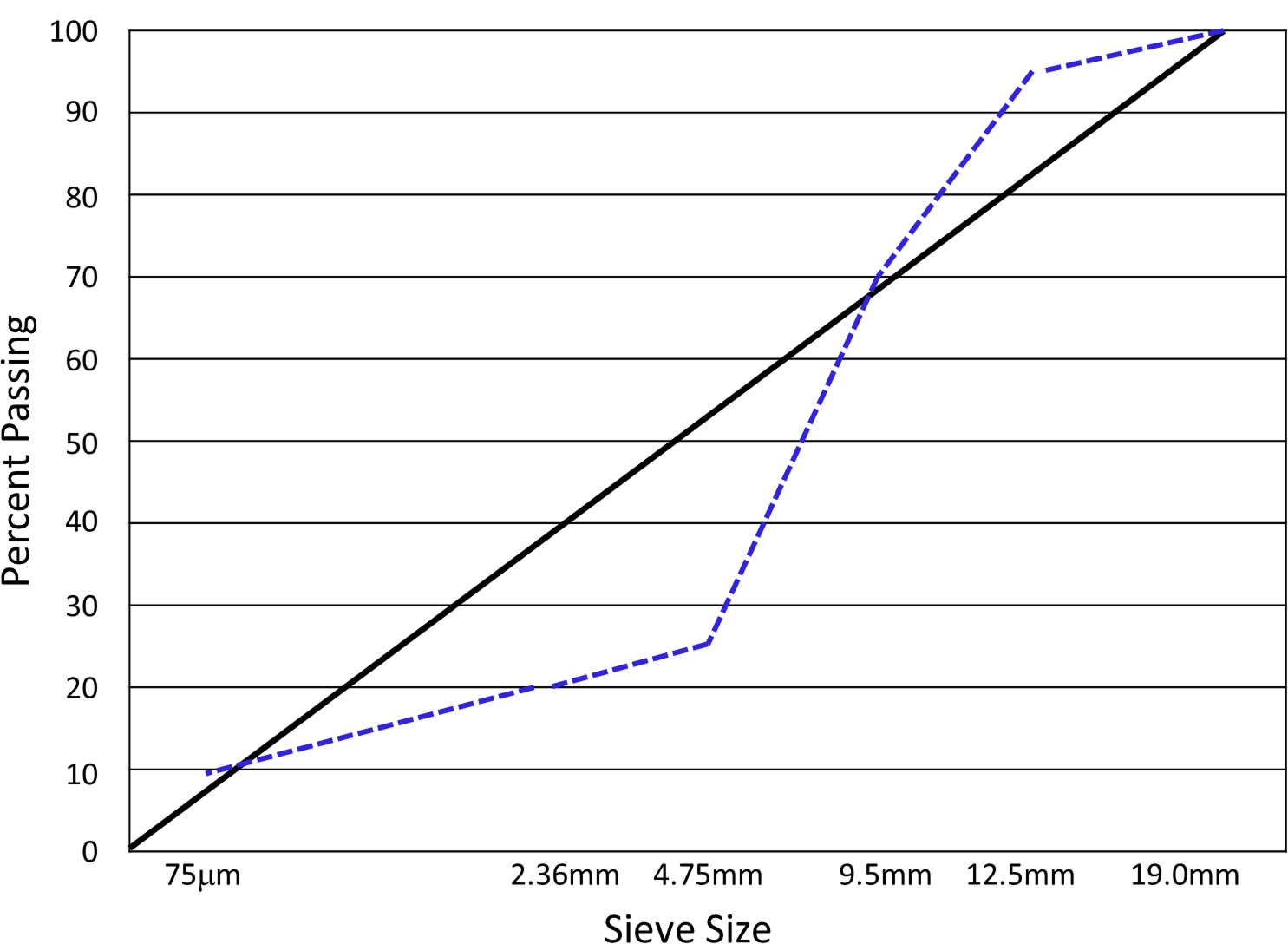
The most common type of asphalt mixture by far is the dense-graded mix. These mixes have an aggregate gradation somewhat evenly distributed throughout the entire range of sizes used. They can be used in new construction and in overlays; in base, intermediate, and surface layers; and on roadways and airfields. They can be coarse- or fine-graded, as shown in Figure 9. Fine-graded mixtures generally have gradations that plot above the MDL, while coarse-graded mixtures generally have gradations that plot below the MDL. Airfield mixes are typically fine-graded.
The most common type of asphalt mixture by far is the dense-graded mix. These mixes have an aggregate gradation somewhat evenly distributed throughout the entire range of sizes used.
The NMAS for surface mixes is generally 3/8 inch (9.5 mm) or 1/2 inch (12.5 mm), but it could be as fine as No. 4 (4.75 mm) or as coarse as 3/4 inch (19.0 mm). The choice of NMAS is often predicated on the desired surface texture, with a finer maximum size aggregate producing a smoother, tighter surface. Intermediate lifts typically use larger aggregate particles than surface mixes, while base mixes typically use 3/4-inch (19.0-mm) NMAS or larger. Dense-graded mixes should have a lift thickness of at least four times the NMAS when compacted. Lift thicknesses for fine-graded mixtures should be at least three times the NMAS.

Source: Asphalt Institute
Figure 9. Dense-Graded Mixtures Plotted on a 0.45 Power Chart
Another basic type of asphalt mixture is an open-graded mix, graphed on a 0.45 power chart in Figure 10. These mixes are mainly used as a surface lift and primarily designed for safety. Their open aggregate structure is created by the predominance of uniformly sized aggregate particles, which creates air voids around 18 to 20 percent. Open-graded mixes allow rainwater to flow through the surface mix, then move laterally across the top of the layer below into the drainage system. This design greatly reduces the risk of hydroplaning, mitigates splash and spray from tires, reduces roadway glare, and dampens roadway noise. These mixes are not good candidates for airfield paving due to the increased risk of generating FOD. Open-graded surface mixes typically have a 3/8- to 1/2-inch (9.5- to 12.5-mm) NMAS and are specified in lift thicknesses two to three times the NMAS. The NMAS versus lift thickness guidance for dense-graded mixes does not apply to open-graded mixes because the mixes are merely bonded and securely seated to the underlying layer to preserve air void space. Overcompaction of these mixes would defeat their free-draining design purpose. Although traffic helps keep the mix from clogging, its permeability will continually reduce over time. Open-graded surfaces typically have a shorter lifespan than dense-graded mixtures.
Open-graded mixes can also be used as open-graded bases or as part of a permeable pavement. The concept of using an open-graded base (or asphalt treated permeable base, ATPB) along with a pavement edge drain system to move moisture out of the pavement structure has been around for decades. When using an open-graded base, a filter fabric must be placed on the existing subgrade or base to prevent fines migrating up and clogging the air voids in the open-graded asphalt layer. The edge drain system must be monitored to prevent crushing during construction and clogging due to rodent nesting or vegetation growth; otherwise, the pavement will hold water instead of drain water. These maintenance difficulties have resulted in fewer open-graded base systems being designed.
The concept behind porous pavements can also be applied to parking lots and low-volume residential streets for stormwater management. The typical design of this system consists of an open-graded surface mix that allows drainage through the pavement and into an underlying stone reservoir. A geotextile fabric is typically placed on the uncompacted subgrade to mitigate migration of fines up into the stone recharge bed.
These porous pavement stormwater management systems are intended to allow quick penetration of precipitation through the pavement surface and slow infiltration through soil on which the stone reservoir is built. It is commonly thought of as being environmentally friendly due to reduced runoff and potentially cooler surfaces. Losing functionality due to clogging is still a concern. However, the porous surface can be milled and replaced to renew functionality. Permeable pavement systems are more expensive to install than traditional pavements, and as a design with a reservoir for stormwater management, they are typically not suitable for highways or airport pavements.
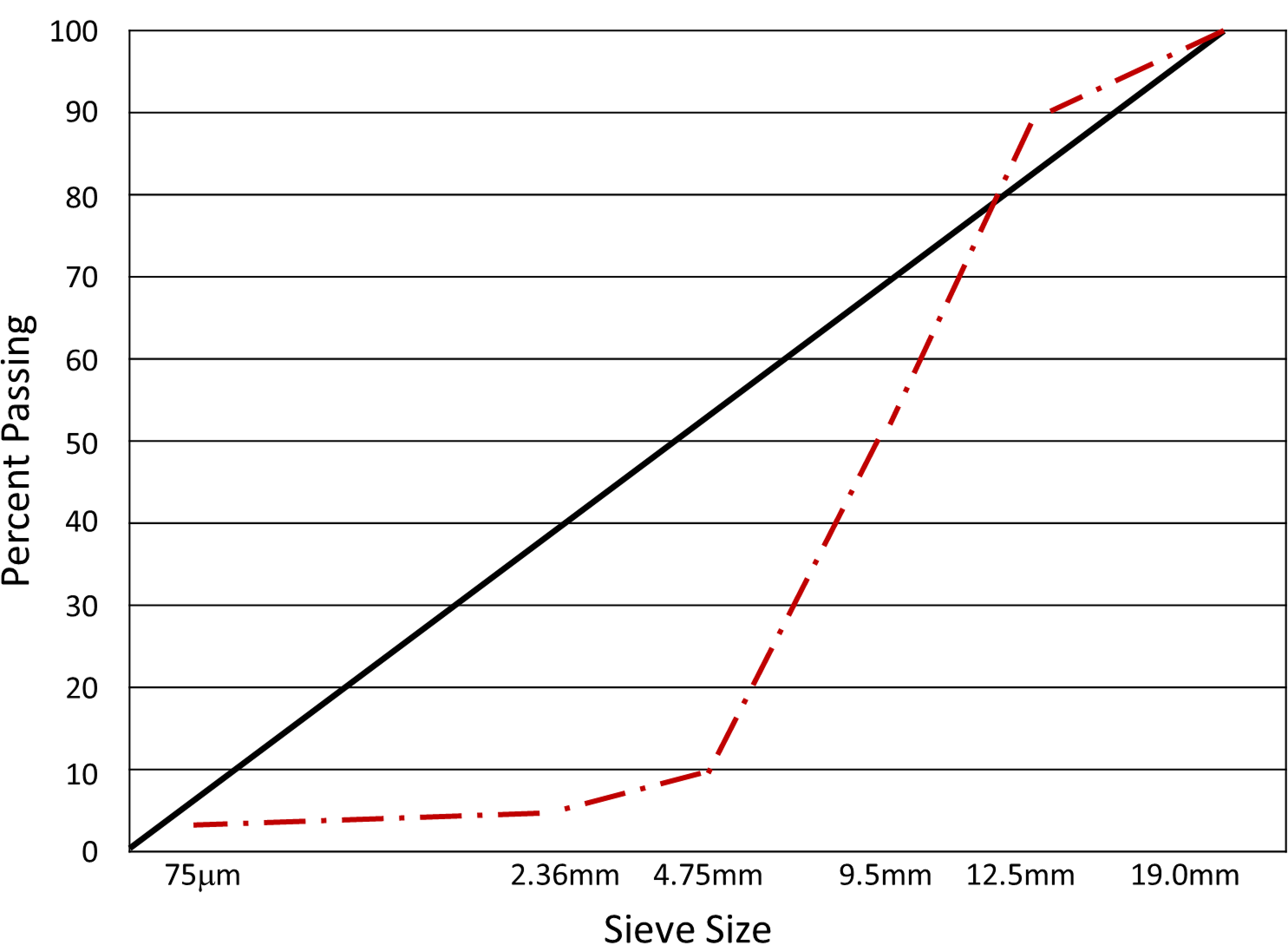
Source: Asphalt Institute
Figure 10. Open-Graded Mixture Plotted on a 0.45 Power Chart
Gap-graded mixtures have high percentages of coarse particles and fine particles, but few intermediate-sized particles, which is reflected in Figure 11. The target air void content is typically 4 percent. SMA is the most common example of a gap-graded asphalt mixture. It is a premium mix with high rut resistance due to coarse aggregate interlock and high durability due to the mastic created by the high binder content (typically polymerized) and mineral filler. Due to the higher binder content, and fibers which are often used to prevent draindown of the binder from the aggregate structure, SMA mixes are typically more expensive than dense-graded mixes. They are almost exclusively used as surface mixes. Their NMAS is typically 3/8 to 1/2 inches (9.5 to 12.5 mm), although some agencies specify different particle sizes. At the time of this writing, SMA mixes are used exclusively on roadways.
Source: Asphalt Institute
Figure 11. Gap-Graded Mixture Plotted on a 0.45 Power Chart
3.3.2 Specific Gravity
Aggregate specific gravity is an important property used to delineate the relative density of different aggregates. The ratio of the density (mass per unit volume) of each aggregate source to the density of water at 73.4 °F (23 °C) is the dimensionless property “specific gravity.” A simple way to think of this property is “the number of times something weighs more than the equivalent volume of water.” AASHTO T 84 (ASTM C128) and T 85 (ASTM D127) are used to determine fine and coarse aggregate specific gravity, respectively. In the asphalt industry, this property is shown to three decimal places (the nearest 0.001). These same tests are also used to determine aggregate absorption (to the nearest 0.1).
The following are the most commonly used aggregate specific gravities:
- Apparent specific gravity (Gsa).
- Bulk (dry) specific gravity (Gsb).
- Effective specific gravity (Gse).
The ratio of the density (mass per unit volume) of each aggregate source to the density of water at 73.4 °F (23 °C) is the dimensionless property “specific gravity.” A simple way to think of this property is “the number of times something weighs more than the equivalent volume of water.”
Each aggregate specific gravity used in the asphalt industry uses the dry mass of the aggregate. As shown in Figure 12, the aggregate volumes used to calculate commonly used specific gravities are different. The volume used to calculate the apparent specific gravity is the smallest volume—the volume of the aggregate particle only. The volume used to calculate the bulk specific gravity is the largest volume—the volume of the aggregate particle plus the volume of the water-permeable voids in the aggregate particle. The volume used to calculate the effective specific gravity is in between—the volume of the aggregate particle plus the volume of the water-permeable voids in the aggregate particle, minus the asphalt-permeable voids. Therefore, Gsa is always a larger number than Gse, which is always a larger number than Gsb.
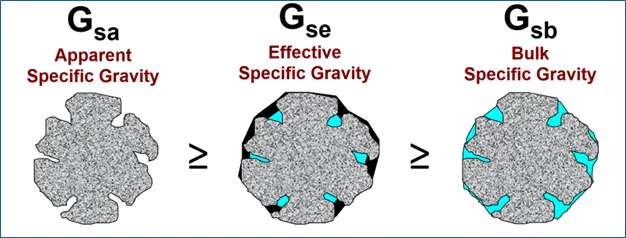
Source: Asphalt Institute
Figure 12. Aggregate Specific Gravities
3.3.3 Surface Texture and Shape
The aggregate’s surface texture is an important factor contributing to its frictional resistance. This characteristic also strongly influences the resistance of a mix to rutting. The rougher the texture of the aggregate, the better the rutting resistance of the mix will be.
The microtexture of fine and coarse aggregates has a significant effect on the skid resistance of asphalt pavements. Pavement microtexture and macrotexture, geology to resist erosion from acid rain, and aggregate polish resistance all contribute to skid resistance and are therefore important safety considerations. Most agency specifications require aggregates with one or more of these characteristics to be used in the surface lift.
The shape of the aggregate also influences the rutting resistance of a mix, with angular aggregate producing greater resistance than more rounded material. As with surface texture, the more angular the aggregate, the greater the compaction effort that will be required to produce a mix with a specified degree of density. When properly compacted, however, the resulting pavement will be more rut-resistant.
Three of the four Superpave consensus properties deal with particle shape: the coarse aggregate angularity test (ASTM D5821), the fine aggregate angularity test (AASHTO T 304, ASTM C1252), and the flat and elongated particles test (ASTM D4791). Generally, the acceptance criteria used for these parameters are more stringent as the amount of traffic increases and as the mix is placed closer to the pavement surface.
A particle is considered flat and elongated if the ratio of the longest dimension to the smallest dimension is greater than 5:1. Flat and elongated particles tend to break during mixing and handling, changing the properties of the aggregate skeleton. By placing a limit on the proportion of particles with these characteristics, the potential for aggregate fracture during production and construction is limited.
3.3.4 Absorption
The amount of binder that is absorbed by the aggregate can significantly affect the properties of the asphalt mixture. If the aggregate particles have high asphalt absorption, the asphalt content in the mix must be increased to compensate for binder material that is drawn into the pores of the aggregate and is therefore unavailable as part of the film thickness around those particles. This is accounted for in asphalt mix design through the use of AASHTO R 30, Mixture Conditioning of Asphalt Mixtures. In this procedure, the asphalt mixture is conditioned in the oven to allow for binder absorption before the mix is tested further.
The asphalt content in the mix must be increased to compensate for binder material that is drawn into the pores of the aggregate and is therefore unavailable as part of the film thickness around those particles.
If binder absorption is not accounted for, the resulting mix will have a lower effective binder content (the unabsorbed binder on the outside of the particles). This may not only cause the mix to be dry and stiff, but it may also facilitate raveling, which is the disintegration of a pavement surface due to the dislodgement of aggregates.
If absorptive aggregates with high moisture contents are used, challenges with drying during asphalt production may arise. If severe enough, these challenges can necessitate changes to production rate or other plant dryer settings. Not properly drying the aggregate can lead to compaction difficulties and long-term durability issues with the pavement.
3.3.5 Clay Content
Clay content, also known as sand equivalent (AASHTO T 176, ASTM D2419) is the fourth of the Superpave consensus properties. The presence of clay or plastic fines in the fine aggregate (material passing the 4.75-mm [No. 4] sieve) can have a detrimental effect on an asphalt mixture. For example, clay minerals coating aggregates can prevent asphalt binders from thoroughly bonding to the surface of aggregate particles, contributing to the loss of adhesion between the asphalt binder and aggregate and increasing the potential for water damage to the paving mixture. Higher fines will decrease the asphalt content needed to produce 4-percent air voids, resulting in lower film thickness and loss of mixture durability. Too many clay-like fines can cause check cracking in the mat and decrease mix stability.
Another measure of harmful clays and organic matter present in an aggregate is the methylene blue value (AASHTO T 330, ASTM C837). In this method, methylene blue solution is titrated in increments into distilled water containing sample material passing the 75-micron (μm) (No. 200) sieve. A small amount of water containing the sample material and titrated methylene blue is removed via a glass rod and dropped onto filter paper. When the clay fraction of the sample aggregate can no longer absorb more methylene blue, a blue ring forms on the filter paper. A high methylene blue value indicates a large amount of clay or organic material present in the sample.
3.3.6 Aggregate Toughness
Aggregate toughness would be considered a Superpave source property. The specific test procedures and critical values for source properties could not be agreed on by a national consensus. However, these properties can still be important in a given region.
Toughness tests are used to determine an aggregate’s potential for degradation (production of fines and loss of angularity) during the handling, production, and placement of HMA. The two most common toughness tests are the Los Angeles abrasion (AASHTO T 96, ASTM C131) and Micro-Deval (AASHTO T 327, ASTM D6928) tests. The Los Angeles abrasion test evaluates the potential degradation of the aggregate in the dry condition. Some aggregates might degrade differently in a dry condition versus a wet condition, so the Micro-Deval test is used to assess degradation potential in the presence of water.
3.3.7 Aggregate Soundness
Other source property tests often include soundness tests. Soundness tests (AASHTO T 104, ASTM C88) estimate the resistance of aggregates to in-service weathering, typically in areas where freezing and thawing occur. These tests simulate the absorption, freezing, and thawing action of water into the aggregate particles by immersing the aggregates in a salty sodium or magnesium sulfate solution, then repeatedly dehydrating and rehydrating them. Upon rehydration, the salts that have been absorbed into the aggregate expand to simulate the expansion of freezing water. Magnesium sulfate is more aggressive, so loss limits are typically greater than those for sodium sulfate solutions.
3.3.8 Deleterious Materials
Another source property that is often specified is a maximum allowable percentage of deleterious materials. These materials are unsuitable because they are indeed deleterious—causing harm or damage to the asphalt mixture. They are typically defined as the percent by weight of undesirable contaminants such as clay lumps, soft shale, coal, wood, or mica. The most common deleterious materials test is the clay lumps and friable particles test (AASHTO T 112, ASTM C142). Different agencies specify a wide range of maximum allowable percentages, from as little as 0.2 percent to as high as 10 percent. It should be noted that many deleterious materials have a low specific gravity, so specifications in the higher range may allow much more deleterious material in the aggregate than the agency might want.
3.3.9 Recycled Materials
The asphalt industry has a history of recycling its pavements and of using materials from other nontraditional sources within pavements. While several materials have found their way into asphalt pavements, this Handbook will only address the two most common, reclaimed asphalt pavement (RAP) and recycled asphalt shingles (RAS).
3.3.9.1 Reclaimed Asphalt Pavement
RAP has been used as a component of new asphalt mixes for many years. Most RAP is produced from milling existing asphalt pavements. RAP is also produced from any existing asphalt pavement by crushing and screening it to an appropriate size to be used as a component of a new asphalt mixture. RAP is generally not allowed in the surface of airfield pavements, except in shoulder areas, due to concerns about FOD.
Since RAP generally consists of the same components as a virgin mixture—aggregate and asphalt binder—it can readily be incorporated into a new mixture. Economically, there is a benefit to the judicious incorporation of RAP, thereby reducing the cost associated with purchasing new (virgin) materials.
Since RAP generally consists of the same components as a virgin mixture—aggregate and asphalt binder—it can readily be incorporated into a new mixture.
The reuse of existing resources found in RAP provides significant environmental benefit by reducing the need to extract, haul, and refine new materials.
The source, stockpiling, and variability of RAP are critical considerations in both mix design and QC during production. To properly use RAP in an asphalt mixture, the producer should know the source of the RAP and, if practical, keep separate stockpiles of RAP from specific projects. A RAP obtained from a city street or parking lot may have substantially different binder properties, binder content, aggregate physical properties, and gradation than a RAP obtained from a highway or an airfield. Frequent sampling and testing of RAP stockpiles should be performed to determine actual material properties.
It is important to remember that the binder portion of RAP materials has been aged during original plant production and further aged over many years of service in the environment. This aging makes the binder portion stiffer and less flexible. Hotter environments will tend to age the pavement more, resulting in an even stiffer RAP binder. A RAP binder’s AASHTO M 320 grade might be three to four grades stiffer than the base environmental grade used in that location.
The aggregate portion of RAP requires less consideration. The RAP aggregate will have already absorbed binder into its pores and will not absorb additional binder from the new mixture. This fact is reflected in the AASHTO M 323 requirements for RAP aggregate testing. The three Superpave aggregate consensus properties that deal with particle shape—coarse aggregate angularity, fine aggregate angularity, and flat and elongated particles—must still be tested on the RAP aggregate after the RAP binder has been burned off or extracted. Because RAP aggregate retains at least part of the RAP binder after it has been burned off or extracted, the sand equivalent test results will be compromised and are therefore not required for the RAP aggregate. The main consideration for RAP aggregate is the percent passing the No. 200 sieve (P200), which is typically high enough to limit the use of RAP for volumetric reasons.
3.3.9.2 Reclaimed Asphalt Shingles
The use of RAS as a component in asphalt mixtures can be attractive from an initial economic and environmental standpoint. RAS has a high percentage of asphalt binder—usually 20–30 percent—compared to RAP, which usually has an asphalt binder content of 4–8 percent. Since asphalt binder is generally the most expensive component of an asphalt mixture, using a reclaimed material with a high asphalt content can be very appealing to a contractor.
Unfortunately, the asphalt binder in RAS, which is manufactured differently than regular paving grade binders, is extremely stiff. Some research suggests that RAS binder may be a PG 142 or higher, with a softening point at more than 120 °C. It is difficult to reliably determine its physical properties using conventional binder testing equipment and procedures. One method that has been used with some success is to blend a known quantity of softer binder with the stiff RAS binder and extrapolate the test results to estimate the RAS binder properties. Regardless, this limits the ability to reliably predict asphalt binder performance in the field using the PG asphalt binder specification.
In addition to the question about characterizing the physical properties of the RAS binder, many asphalt technologists question the degree of blending (activation) that occurs in an asphalt mixture between a virgin (softer) asphalt binder and the asphalt binder contained in RAS. This is an even greater concern with asphalt mixtures produced at reduced temperatures utilizing warm-mix technologies.
Despite these issues, several agencies have experience using RAS in smaller percentages and have been satisfied with the subsequent pavement performance. From a sustainability viewpoint, the use of RAP and RAS in asphalt pavements can reduce the amount of new asphalt binder and aggregates required in mixtures, which can help stabilize the price of asphalt mixtures and save natural resources.