4. Mix Production
4.1 Introduction
Watch Video
The purpose of an asphalt mix plant is to blend aggregate and asphalt binder together at an elevated temperature to produce a homogeneous asphalt paving mixture.
Two basic types of HMA plants are currently in use: batch plants and continuous flow drum-mix plants.
Regardless of the type of production plant, the basic purpose is the same—to produce an asphalt mix within a specific temperature range containing the specified proportions of asphalt binder, aggregate, and any additional additives required. Both batch plants and drum-mix plants are designed to accomplish this purpose.
The following basic operations involved in producing asphalt mix are the same regardless of the plant type:
- Proper storage and handling of asphalt mixture components at the mixing facility.
- Accurate proportioning and feeding of the aggregate to the dryer.
- Effective drying and heating of the aggregate to the proper temperature.
- Efficient control and collection of the dust from the dryer.
- Proper proportioning, feeding, and mixing of asphalt binder and additives with heated aggregate.
- Correct storage, dispensing, weighing, and handling of finished mix.
The major difference between batch and drum-mix plants is in how they mix asphalt binder and aggregate after the aggregate has been proportioned, dried, and heated to the final mix temperature.
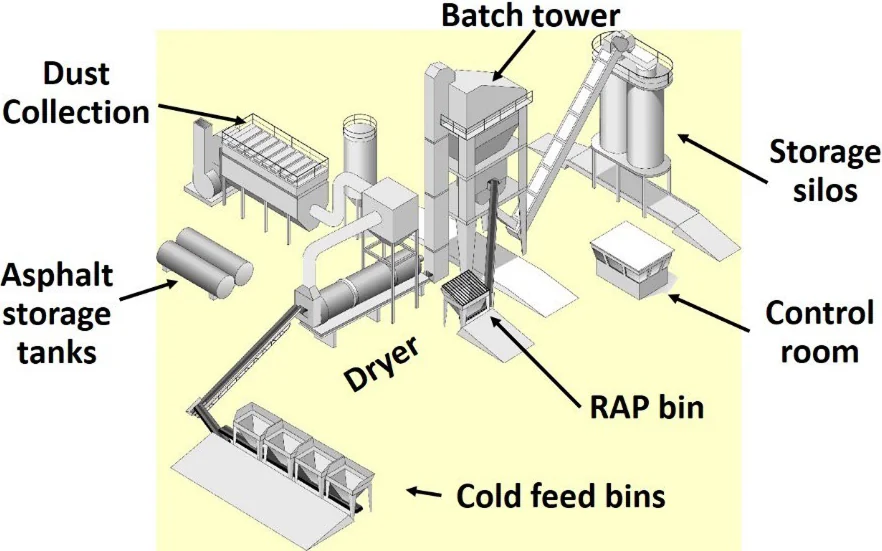
Batch plants screen and fractionate hot aggregate into separate bins after leaving the dryer. Asphalt binder and fractionated aggregate are then individually weighed into predetermined batches and mixed in a pugmill mixer, one batch at a time (see Figure 21).
Batch plants screen and fractionate hot aggregate into separate bins after leaving the dryer. Asphalt binder and fractionated aggregate are then individually weighed into predetermined batches and mixed in a pugmill mixer, one batch at a time.
Drum-mix plantsdry the aggregate and blend it with asphalt binder in a continuous process within the dryer drum
Source: Asphalt Institute
Figure 21. Batch Plant Components
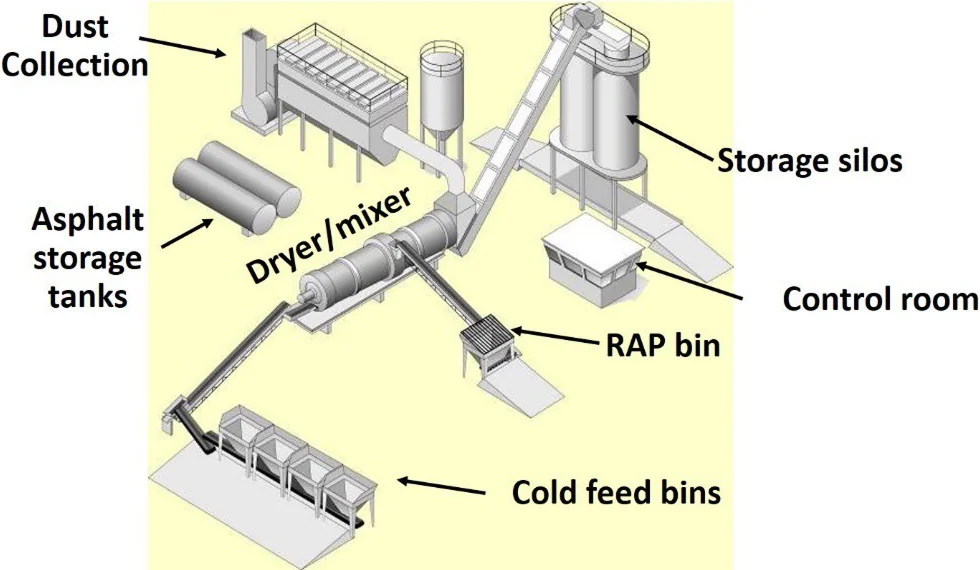
Drum-mix plants dry the aggregate and blend it with asphalt binder in a continuous process within the dryer drum; hence the name drum mixer (see Figure 22).
Source: Asphalt Institute
Figure 22. Drum Mix Plant Components
Uniform and continuous operations are critical to the production of quality asphalt mix. Uniformity helps ensure the mix is consistently produced to meet project specifications. This includes uniform delivery of raw materials, uniform material proportioning, and continuous, uniform operation of all plant functions.