4. Mix Production
4.2 Material Storage and Handling
The quality of the asphalt mix produced is only as good as the material going into the plant. One of the necessities of ensuring quality production is that an adequate supply of suitable material be available prior to and during mixing operations. The following sections discuss the principles of handling and control of both asphalt binder and aggregate materials common to all asphalt mix plants.
4.2.1 Asphalt Binder
Asphalt binder is a black, thermoplastic, cementitious material whose consistency and viscosity changes based on temperature. When heated sufficiently it softens and becomes less viscous, allowing it to be pumped and to coat aggregate particles during asphalt mix production.
4.2.1.1 Binder Delivery
In most instances, asphalt binder comes from a pre-tested source and is accepted by certification. Records must be kept of all asphalt binder deliveries to the plant. The records should include the following information:
- Asphalt binder grade.
- Supplier’s name and location or shipping point.
- Plant and project identification (if dedicated to a particular project).
- Date of delivery.
- Delivery invoice number.
- Grade certification and Material Safety Data Sheet.
- Identification of any additives incorporated at the binder terminal.
- The specific gravity or unit weight per gallon at 60 °F (liters at 15 °C).
- Asphalt binder quantity by weight.
Similar records should be kept on all other materials (such as mineral filler, hydrated lime, or other additives that are incorporated into the mix).
4.2.1.2 Binder Storage
The asphalt binder supply system consists of two major components. The first comprises one or more tanks used to store the asphalt binder until it is needed by the mixing plant. The second is a pump and meter system used to draw asphalt binder from the storage tank.
Asphalt binder storage tanks are insulated and heated to maintain the correct temperature to assure the binder can be pumped and mixed with hot aggregate. Temperatures are typically maintained by thermostatically controlled electric heat or a hot oil coil system, which circulates hot oil through a series of coils inside the storage tank. The system maintains the proper temperature of the asphalt binder, generally in the range of 300 °F (150 °C) to 350 °F (180 °C), depending on the type of asphalt binder.
Tanks that store modified binders are often equipped with agitators or stirring paddles to maintain constant circulation. For short periods of time, circulation using the asphalt plant’s own pump(s) can be used for the same purpose. Some modified asphalt binders can have specific agitation requirements. Asphalt mix producers are encouraged to consult with the liquid binder supplier for proper temperature and storage requirements.
4.2.1.3 Binder Sampling
Asphalt binder samples are typically taken from a sampling valve in the delivery line between the binder storage tank and the plant after all inline binder additives have been added. When no inline binder additives are used, samples may be taken from a sampling device on a delivery vehicle, discharge line, or storage tank.
Following are a few important rules to follow when sampling asphalt binder:
- Enlist only a competent, well-trained technician to perform sampling.
- Wear personal protective equipment (such as gloves, face shield, and long-sleeved shirt) to protect from burn hazards.
- Ensure samples are representative of the entire shipment by taking them from the sampling valves provided for that purpose.
- Follow sampling methods described in ASTM D140 and AASHTO T 40.
- Use only new, clean, and dry metal sample containers.
- Allow at least 1 gal (4 L) of asphalt binder to flow from the sample valve prior to obtaining a representative sample.
- Seal filled sample containers immediately with clean, dry, tight-fitting lids. Any spilled material should be wiped from the container with a clean, dry cloth—never with a cloth dipped or soaked in solvent.
- Label clearly all sample containers for sample identification. Container lids should also be labeled because once a lid is removed, it will be necessary to match it to the appropriate container. Tags should be used only when there is no danger of their being lost in transit.
When asphalt binder is delivered from a transport vehicle into a storage tank, it is important to ensure that either the tank is clean or that it does not contain material that will contaminate the binder being pumped into the tank. If it is empty at the time the new material is being added, the tank should be checked to ensure that no water has accumulated on the bottom. If asphalt binder is loaded on top of an asphalt emulsion or on top of a layer of water in the tank, violent foaming of the asphalt binder may occur, creating a serious safety problem.
When asphalt binder is delivered from a transport vehicle into a storage tank, it is important to ensure that either the tank is clean or that it does not contain material that will contaminate the binder being pumped into the tank.
It is important to be aware that some asphalt binder can remain in the bottom of an “empty” tank. Therefore, placing asphalt binder of one type or grade into a tank that previously contained a different type or grade can cause an alteration of the properties of the asphalt binder to the point that it no longer meets specifications.
Maintaining a good line of communication with the liquid binder supplier is a critical step in assuring proper temperature, storage, and safety procedures are established.
4.2.1.4 Binder and Mixture Temperatures
Both asphalt binder and aggregate must be heated before they are mixed—the binder to make it fluid enough to pump and properly coat the aggregate, and the aggregate to make it dry and hot enough to accept theasphalt binder and produce a well-coated mix at the desired temperature and free of moisture.
The temperature of the aggregate controls the temperature of the mixture. Normally, a mixing temperature is specified based on the characteristics of the asphalt binder and on factors relating to mixing, placement, and compacting conditions.
Mixing should be done at the lowest temperature that provides for complete drying and coating of the aggregate particles and produces a mixture with satisfactory workability. Binder and additive supplier mixing temperature recommendations should be used if possible. Two asphalt binders with the same PG could have different optimum mixing temperatures, especially if they are produced by different methods. And they most certainly will have different mixing temperatures if one binder is modified and the other is not, or if warm-mix additives are involved.
Mixing should be done at the lowest temperature that provides for complete drying and coating of the aggregate particles and produces a mixture with satisfactory workability.
The following procedure is recommended for selecting the starting point for plant mixing temperatures:
- Select plant mixing temperature based on recommendations from the binder supplier, previous experience with the same binder grade from this supplier, and project conditions (including weather and seasonal conditions, lift thickness, haul distance, and mixture considerations).
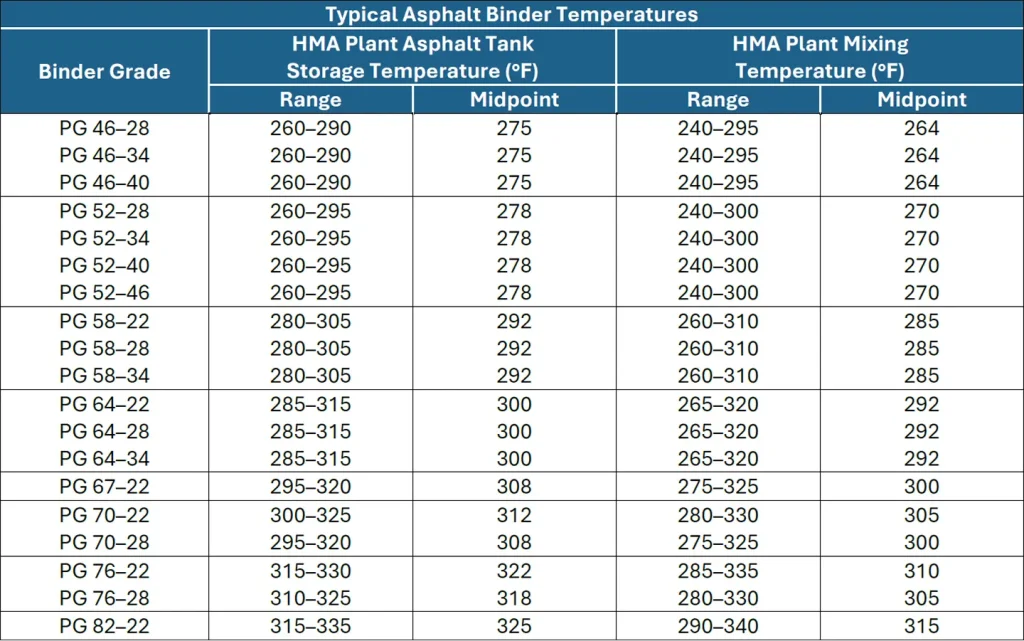
- In the absence of supplier guidance, consult Table 4 for recommended plant mixing temperature for a given binder grade.
- Generally, when using the table, use the middle of the range of temperatures as the starting point for the PG binder selected.
- Typically, plant mixing temperatures will range from 265 to 300 °F (130 to 150 °C) for standard dense-graded mixtures using neat (unmodified) binders.
- Do not allow plant mixing temperatures to exceed 350 °F (180 °C) to avoid excessive aging of the asphalt binder.
- Use caution in raising plant mixing temperatures too high to improve field laydown and compaction. Excessive temperatures can have the following negative consequences:
- The asphalt binder may be damaged.
- Unnecessary fumes and odors may be generated.
- Excessive asphalt binder draindown may occur in certain mix types.
- The mixture may be tender and unstable under compaction equipment.
- Unnecessary cost and emissions are added.
Table 4. Typical Plant Binder Storage and Mixing Temperatures
4.2.2 Aggregate
Stockpiling and handling techniques for aggregate materials are the same regardless of the plant type used. It is important to understand that individual aggregate stockpile characteristics—including quality and gradation—can only be achieved during aggregate production, not at the asphalt mixing facility.
4.2.2.1 Testing and Certification
Aggregate property data should be recorded as aggregates are received at the plant site. If the material has not been tested or material changes have occurred due to handling, sufficient random samples should be obtained and tested to ensure compliance with all specifications after aggregate transport is complete. At a minimum, tests should be made available for gradation (washed sieve analysis) for all aggregate materials. It is recommended that all aggregate properties specified in the contract or plans be performed or verified during aggregate production and delivery, as discussed in Chapter 3.
4.2.2.2 Storage and Handling
Aggregate must be handled and stored in a manner that avoids contamination, minimizes degradation, and prevents segregation. The stockpile area should be clean and stable to prevent contamination. Materials should be stockpiled on a free-draining grade to prevent accumulation of moisture.
Site planning is important when building stockpiles at plant locations. Controlling drainage onsite is necessary to prevent contamination of aggregate by front-end loaders charging the plant and haul trucks delivering material. Plant sites and aggregate storage areas in low-lying areas may require the construction of a well-drained working platform or site to assure aggregate material can be handled without adulteration.
At permanent plant sites, paving the stockpile area will help prevent subgrade contamination and expedite moisture drainage from the stockpiles. Storing aggregate stockpiles, especially RAP, under a roof is an increasingly cost-effective option to minimize excess moisture. A consistently low moisture content lowers heating and drying costs and increases plant productivity and mixture uniformity.
To prevent intermingling and cross contamination of different aggregates, stockpile areas must have enough space for clear separation of stockpiles or make use of bulkheads (vertical dividers) to maintain separation of the materials. When bulkheads are used, do not allow the stockpiles to overflow into adjacent aggregate material.
4.2.2.3 Stockpiling and Segregation
One of the primary concerns with the handling and stockpiling of aggregate is segregation. The method used to control segregation depends on the nature of the material. Aggregates that are well-graded, from the NMAS to the finest particles, are the most prone to segregation. Sand, crushed fine aggregate, or any single-size aggregate material can generally be handled and stockpiled with little, if any, segregation.
When a well-graded aggregate containing both coarse and fine particles is placed in a stockpile with sloping sides (a cone shape), segregation is sure to occur as the larger particles will roll down the slope. Stockpile segregation can be nearly eliminated by making use of multiple fractionated material piles. Building a stockpile in layers can also help minimize this type of segregation. Pushing or casting aggregate over the side of a stockpile will result in segregation. Equipment operating on the stockpile, especially steel-tracked, should be minimized to prevent aggregate breakage, fines generation, and degradation.
Stockpile segregation can be nearly eliminated by making use of multiple fractionated material piles.
The use of radial stacking conveyors allows more material to be stockpiled over a smaller area by raising the elevation of the stockpile. Proper use of a radial stacker includes raising the conveyor slowly after moving it horizontally to cause the stockpile to grow vertically. Segregation can occur if a stacker is allowed to drop aggregate from an elevated height.
Figure 23 illustrates the capability of a telescoping radial stacking conveyor, which is very effective in eliminating stockpile segregation.

Source: Masaba, Inc.
Figure 23. Magnum Telescoping Conveyor Building a Stockpile in Windrows
4.2.3 Additives
Traditional asphalt mixtures consisting of only unmodified asphalt binder and virgin aggregate are becoming less common. Most modern asphalt mixtures contain modifiers or additives of some type. Recycled asphalt pavement and modified asphalt binder have been in use for many years and are regularly incorporated with minimal impact on plant processes. Many other additives that are used to improve mixture performance require special attention. Some additives, such as liquid antistrip and WMA additive, are often incorporated into the asphalt binder supply, either at the asphalt binder terminal or by injection at the plant. Additives added at the asphalt terminal are typically certified by the binder supplier and require no special accommodations at the asphalt plant.
Additives that are incorporated at the asphalt plant must be accurately metered and incorporated into the final product. Plant-incorporated additives may include LAS, hydrated lime, WMA, crumb rubber modifier, mineral filler, fibers, RAP, RAS, or many other possible products. All these materials will impact the performance of the asphalt mix produced and must be accurately metered into the plant to achieve the desired performance. Specifiers and additive suppliers should work together to ensure that the respective materials are received, stored, and incorporated into the mix as necessary to achieve the intended results. Asphalt mix producers are encouraged to refer to the additive manufacturer’s recommendations when using any specialty product. See Chapter 3 for more discussion on additive materials.