5. Surface Preparation
5.5 Tack Coat
Watch Video
The purpose of a tack coat is to ensure a bond between all asphalt layers. The tack coat should not be used in lieu of cleaning the existing surface—removing accumulated dust and dirt by mechanical brooming or by flushing with air or water. If a good bond is not formed between the existing surface and the new overlay, slippage may occur. The new overlay may be shoved in a longitudinal direction by traffic, particularly at locations where the traffic accelerates or where vehicle brakes are applied. More importantly, poor bonding will significantly reduce a pavement’s fatigue resistance, taking years off its life. Thus, the pavement surface must be clean before the tack coat is applied.
5.5.1 Tack Coat Materials
The tack coat material is normally asphalt emulsion but can also be asphalt binder or cutback asphalt. A survey completed in NCHRP Synthesis 516, Tack Coat Specifications, Materials, and Construction Practices, indicated that emulsions are the most common tack coat materials, with SS-1, SS-1h, CSS-1, and CSS-1h being the most widely utilized emulsion grades for tack coat in North America. Many other emulsified products are also used, such as quick set (QS), anionic rapid sets (RS-1 and RS-1h), and cationic rapid sets (CRS-1 and CRS-1h). Specifications for these emulsions can be found in AASHTO M 140 (anionic emulsions) and AASHTO M 208 (cationic emulsions). Many new proprietary products classified as reduced-tracking tack materials are also growing in use. Reduced-tracking tacks are designed to improve pavement performance by avoiding the tracking problems associated with traditional tacks. These materials are typically manufactured to harden quickly and adhere minimally to construction vehicle tires.
Tack coat materials should be applied by a pressure distributor, as shown in Figure 63. All nozzles on the distributor should be appropriately sized, fully open and functioning, and should be turned at the same angle to the spray bar (approximately 30 degrees). In addition, the spray bar should be at the proper height above the pavement surface to provide for a double or triple lap of the liquid asphalt material. The result will be the proper amount of overlap between the nozzles and a uniform application of the tack coat to the road surface. The tack coat material should be heated to the proper temperature so that it is fluid enough to be sprayed uniformly from the nozzles instead of coming out in strings.

Source: Asphalt Institute
Figure 63. Distributor Applying Tack Coat
5.5.2 Tack Coat Application Rate Versus Residual Rate
Uniformity of application and a proper application rate are key to achieving a successful tack coat. Figure 64 and Figure 65 illustrate a tack coat application that is uneven due to improper equipment operation, with too much tack coat in some areas and not enough in others. Proper tack coat application, shown in Figure 66, will leave a residual asphalt binder content of approximately 0.040 to 0.070 gal/yd2 (0.181 to 0.317 L/m2) on the roadway. The amount of residual tack coat needed will depend on the condition of the pavement surface. An open-textured surface requires more tack coat than a surface that is tight or dense, and a dry, aged surface requires more tack coat than a surface that is “fat” or flushed. In addition, more tack coat may be needed on a milled surface because of the increased surface area, as discussed earlier. A residual rate of as much as 0.080 gal/yd2 (0.362 L/m2) of asphalt binder may be needed to ensure a proper bond. Recommended residual application rates for various surface types can be seen in Table 5 and Table 6.
Uniformity of application and a proper application rate are key to achieving a successful tack coat

Source: Asphalt Institute
Figure 64. Non-Uniform Application of Tack Coat

Source: Dr. Imad Al-Qadi
Figure 65. Non-Uniform Application of Tack Coat

Source: Asphalt Institute
Figure 66. Uniform Application of Tack Coat
Table 5. Recommended Tack Coat Application Rates—U.S. Customary Units

Source: Asphalt Institute
*Assumes emulsion is 33% water and 67% asphalt.
Table 6. Recommended Tack Coat Application Rates—Metric Units

Source: Asphalt Institute
*Assumes emulsion is 33% water and 67% asphalt.
It is essential to differentiate between the residual tack coat rate (the amount of asphalt binder remaining on the pavement surface after the water has evaporated) and the application rate (the amount of emulsion sprayed from the distributor). Most asphalt emulsions contain 60 to 65 percent residual asphalt binder and 35 to 40 percent water, plus a small amount of emulsifying agent. For ease of calculation, it can be assumed that an asphalt emulsion is approximately two-thirds asphalt cement and one-third water. The amount of asphalt binder left on the pavement surface after the water has evaporated from the emulsion is the most important factor in obtaining a bond between the existing pavement surface and the new overlay. If the project only specifies the residual application rate and not the undiluted application rate, the undiluted rate can be determined by starting with the amount of residual asphalt cement required on the pavement surface and working backward to determine the rate of emulsion to spray from the distributor.
It is essential to differentiate between the residual tack coat rate (the amount of asphalt binder remaining on the pavement surface after the water has evaporated) and the application rate (the amount of emulsion sprayed from the distributor).
As an example, suppose that the present pavement surface is relatively tight and dense. It is determined that the residual amount of asphalt binder on the pavement surface needs to be 0.040 gal/yd2 (0.181 L/m2). If an undiluted SS-1 asphalt emulsion is used for the tack coat, the application rate for that material should be approximately 0.060 gal/yd2 (0.271 L/m2), calculated as (0.040)÷(2/3) = 0.060 gal/yd2 [(0.181)÷(2/3) = 0.271 L/m2]. If the SS-1 asphalt emulsion has been diluted with equal parts water, the application rate needed to obtain the same amount of residual asphalt on the pavement surface will be different. Using a 1:1 dilution rate, the application rate for a residual amount of 0.040 gal/yd2 (0.181 L/m2) will be 0.120 gal/yd2 (0.543 L/m2). Thus, with the use of a 1:1 diluted emulsion, twice as much emulsion must be applied to the pavement surface from the distributor to have the same amount of residual asphalt when all the water has evaporated. Whether the specifications allow tack coat dilution should be verified—this is not allowed on military airfield projects.
If the amount of water in an asphalt emulsion is not considered when determining the application rate from the distributor, the correct degree of adhesion may not be achieved. Too little tack coat will not provide sufficient bond between the old and new pavement layers. On the other hand, too much tack coat may contribute to slippage of the overlay on the existing pavement surface and possible bleeding of the tack coat material through a thin overlay. If asphalt cement is used as the tack coat material instead of an asphalt emulsion, the residual amount of asphalt on the pavement surface should be the same as the applied amount. Thus, if 0.040 gal/yd2 (0.181 L/m2) of residual binder material is desired, the application rate from the distributor should also be 0.040 gal/yd2 (0.181 L/m2).
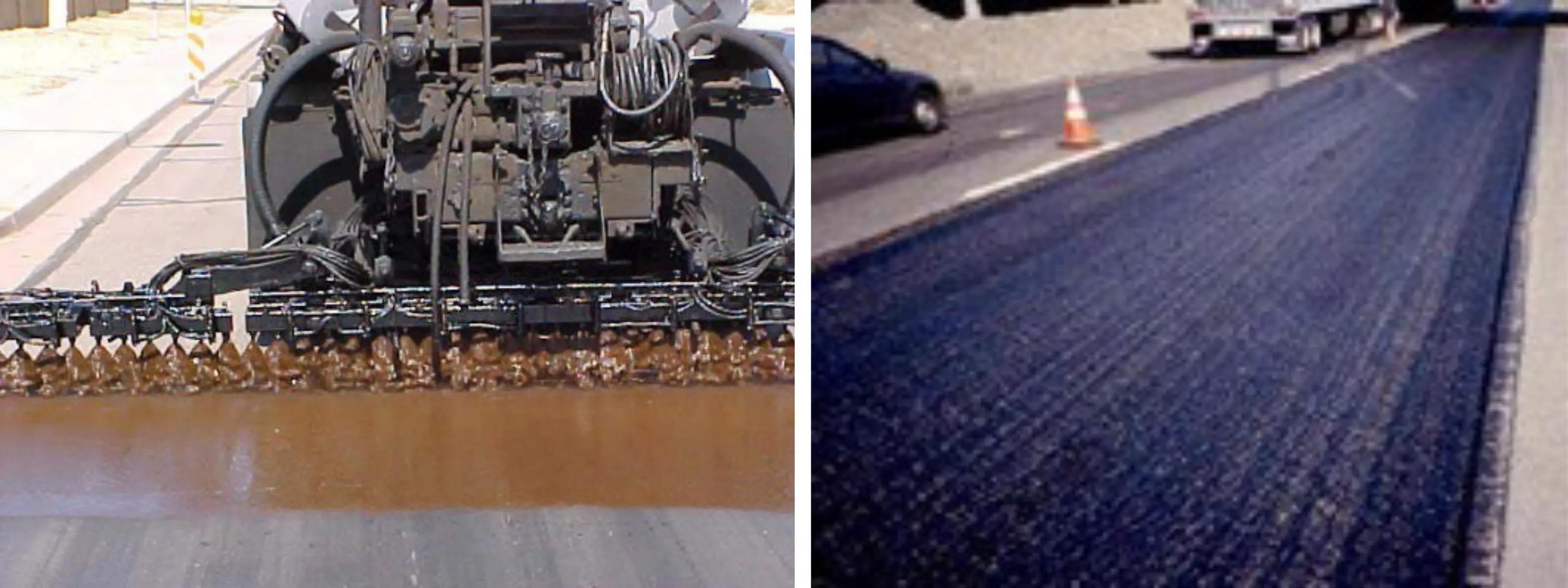
5.5.3 Tack Coat Breaking and Setting
When an asphalt emulsion is applied as a tack coat, it is brown in color because it contains both asphalt cement and water. After a short period of time, the emulsion will “break” (change color from brown to black) and the water will begin to evaporate (see Figure 67). The rate of evaporation will depend on the type and grade of the emulsion used, the application rate, the temperature of the existing pavement surface, and the environmental conditions. Once all the water is gone, the emulsion is said to have “set.” The rate of set depends on the same conditions that control the rate of break of the emulsion. Under most circumstances, an emulsion will set in 1 to 2 hours.
Source: Asphalt Institute
Figure 67. Emulsion Tack Coat Applied—Unbroken Tack (left), Broken Tack (right)
There is debate about whether asphalt mixtures can be placed on top of the emulsion tack coat before it has set or even broken. Tack coat material before breaking can be very slippery and prone to tracking off the applied surface by sticking to vehicle tires. When using conventional pavers, it is important to keep all traffic off the emulsion tack coat until it has broken and, if practical, until it has set. With a spray paver (see Figure 68), the tack is sprayed just ahead of the screed. Some agencies require a specialized formulation of tack to use with spray pavers (see the survey in NCHRP Synthesis 516), but others use the same material that would normally be used. The tack does not have time to break with the spray paver, and the emulsion will break immediately upon contact with the new asphalt mixture. The water, 0.080 gal/yd2 (0.362 L/m2), typically will evaporate and escape as steam through the loose hot mix. There is not enough water to lower the mat temperature significantly.
When using conventional pavers, it is important to keep all traffic off the emulsion tack coat until it has broken and, if practical, until it has set.

Source: Integral dx
Figure 68. Spray Paver
It is important that the tack coat material remains on the pavement surface to create the bond between the layers. If the tack coat material is picked up by the truck tires and tracked down the roadway, adjustments must be made. Either the tack coat should be allowed to set before haul truck traffic is permitted to run over it, or a material transfer vehicle (MTV), offset from the lane being placed, can be used. Many agencies are also specifying the use of reduced-tracking tack coats (trackless) to help mitigate tack coat pickup.
It is important that the tack coat material remains on the pavement surface to create the bond between the layers. If the tack coat material is picked up by the truck tires and tracked down the roadway, adjustments must be made.
If asphalt cement is used as the tack coat material, it will cool to ambient temperature very quickly. Further, because there is no carrier material (water) to evaporate, paving may immediately follow the asphalt cement tack coat application.
If the overlay is to be constructed under traffic, the tack coat is normally placed only a short distance in front of the paver—within the lane closure and far enough ahead for the tack to set properly before the asphalt mixture is laid on top of it. Traffic should be kept off the tack coat. If the roadway being paved is closed to traffic, the tack coat can be placed as much as 24 hours ahead of the laydown operation, provided there will be no issues with wind depositing dust or organic materials on the freshly tacked surface. Doing so will ensure that the tack coat is completely set before the mix is placed on top of it. It is never good practice to place the tack coat one day, permit traffic to run over the tack coat for a period, and then place the overlay later.
If equipment problems (plant or paver breakdowns) prevent tack coat material that has been applied by the distributor from being paved over before traffic must use the roadway, it is suggested that posted speed limits on that section of roadway be significantly reduced until the overlay operation can take place. Depending on the amount of residual asphalt cement on the pavement surface and environmental conditions, the level of friction available for traffic at the pavement surface may be greatly reduced by the presence of the tack coat material, especially in wet weather. The excess tack may also end up on vehicles, creating a major public relations problem. In addition to lowering the posted speed limits, it is highly advisable to apply a light layer of sand on top of the tack coat to prevent its pickup by traffic and to improve the skid resistance of that section of roadway until the overlay can be placed. The application rate of the sand should be in the range of 4 to 8 lb/yd2 (2.2 to 4.4 kg/m2), depending on the application rate of the tack coat material and the gradation of the sand. Excess sand should be broomed from the pavement surface with an additional application of tack coat applied before the overlay is placed to ensure a proper bond between the overlay and the existing surface.
The application of tack coat material is essential when an overlay is being constructed on an old existing pavement surface—either asphalt, PCC, or surface treatment. It is sometimes assumed that tack coat is not needed when a layer of new mix is being placed over another layer of asphalt pavement that has been laid within a few days if the underlying new layer has not become dirty under traffic or from windblown dust. However, the potential cost to the agency if there is insufficient bond between the two layers greatly exceeds the cost of applying the tack coat. Tack coat should be used on a recently placed asphalt mix layer, but the residual asphalt content should be minimal—approximately 0.020 gal/yd2 (0.091 L/m2), or half of what is needed for most old, tight, existing surfaces. Thus, the application rate for an undiluted SS-1 emulsion should be only approximately 0.030 gal/yd2 (0.136 L/m2).
5.5.4 Asphalt Distributors
Asphalt distributors (see Figure 69 and Figure 70) are designed specifically to apply asphalt products uniformly. They consist of a truck- or trailer-mounted insulated tank ranging in capacity from 800 to 5,500 gal (3,000 to 20,800 L). Most distributors are equipped with a heating system that will maintain the material at the proper application temperature. They are also equipped with a power-driven pump that circulates the tack coat material from the distributor to the spray bar and creates pressure in the spray bar. Although the methods of maintaining pressure may vary, all distributors use pumps to deliver asphalt material to the spray bar. The circulating system, which consists of an engine- or hydraulic-driven pump, does the following:
- Fills the distributor tank.
- Circulates material through the bar and tank.
- Sprays material through the bar or hand wand.
- Draws material back to the tank from the bar or hand wand.
- Pumps material from the tank to outside storage.
- Transfers material from one storage tank to another.
The circulation system on a distributor is capable of handling products at a range of viscosities, temperatures, and application rates. Heavy, stiff asphalt binders require heating to higher spraying temperatures and may require a heavy-duty pump and heater system. A system of spray bars with nozzles applies the asphalt to the road’s surface. The nozzle type should match the material volume and viscosity. Spray bars cover widths of up to 30 ft (9.1 m) in one pass.

Source: National Asphalt Pavement Association
Figure 69. Asphalt Distributor

Source: Asphalt Institute
Figure 70. Tack Coat Application
The correct pump speed and pressure control the spray fan. Too low of a pressure may result in streaking from a nonuniform discharge of material from the individual nozzles. Too high of a pressure, besides atomizing the asphalt, may distort the spray fan. Manufacturers supply charts and data for proper pump speed or pressure for determining the volume-per-minute of discharge for each nozzle size.
A tachometer is used as an aid in maintaining uniform distributor speed. Newer distributors have interlocks between the asphalt pump and the forward speed of the distributor. As the distributor changes speed, the pump speed is automatically adjusted to compensate for the change in speed of the distributor, thus maintaining a constant application rate. Due to all these variables, it is important to ensure a proper and uniform application of tack coat through routine verification or calibration checks of each individual distributor, with recalibrations as needed. At a minimum, it is recommended that distributors be calibrated annually. A standard that is helpful when calibrating is ASTM D-2995, “Standard Practice for Estimating Application Rate and Residual Application Rate of Bituminous Distributors.”
5.5.4.1 Loading the Distributor: Safety Considerations
Caution is required by distributor operators and those responsible for loading the various materials into the distributor to avoid dangerous scenarios. Table 7 offers a guide for loading products in a safe manner.
Table 7. Product Loading Guidance

Source: Asphalt Institute
*Any remaining material will be dangerous.
5.5.4.2 Setting up the Distributor
One of the most important parts of the distributor is the spray bar. The spray bar is mounted on the back of the distributor and is composed of a series of spray nozzles evenly spaced (i.e., every 4 inches [100 mm]) along the bar. It is essential that the spray bar has constant pressure and temperature along the entire width for equal output from all nozzles. To accomplish this, the spray bar is equipped with a return line for continuous circulation of heated and pressurized material. Most models are equipped with shutoff valves on each nozzle, or groups of nozzles, to optimize a spray pattern or for spraying irregular areas.
The distributor must be properly set up to apply the desired application rate uniformly for the entire length and width of the area to be tacked. Proper setup includes ensuring correct nozzle size, spacing, and orientation on the spray bar; spray bar height; and distributor speed. Proper nozzle selection is imperative for consistent and uniform application of the materials. Users are encouraged to consult with their equipment manufacturer for guidance on nozzle selection.
The distributor must be properly set up to apply the desired application rate uniformly for the entire length and width of the area to be tacked. Proper setup includes ensuring correct nozzle size, spacing, and orientation on the spray bar; spray bar height; and distributor speed
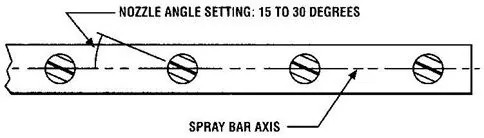
Before use, nozzles should be checked for damage and proper setting. The angle of the long axis of the nozzle openings (see Figure 71) must be adjusted so that the spray fans do not interfere with each other. The nozzle angle varies according to the make of the distributor but is typically between 15 and 30 degrees. It is important that all nozzles be set at the same angle.
Source: Asphalt Institute
Figure 71. Proper Nozzle Alignment
Some operators will set end nozzles at a different angle (from 60 to 90 degrees with respect to the spray bar) to try to obtain a good, straight edge. This practice should not be permitted as it will produce a fat streak on the edge and rob the adjacent spray fan of the overlap from this nozzle. Using a special end nozzle set at the same angle as all the other nozzles will provide more uniform coverage and make a better edge.
Adjusting the height of the spray bar to obtain uniform coverage of the tack coat material is a critical step in distributor setup. The spray bar should be set to obtain triple or, at minimum, double overlap (coverage). Choosing which of these coverages is best for a given scenario is based on many factors. Regardless of which option is used, the spray bar height must be precisely set to avoid any streaking in the tack application that can cause uneven tack coverage (see Figure 72). Spray bars set too high can result in wind distortion. A best practice is to set the spray bar height to get triple lap coverage. With the nozzles at 4-inch (100-mm) centers, a bar height of 12 inches (300 mm) off the ground is required to achieve triple overlap.
However, tack is a very light application that may require smaller-orifice nozzles to develop nice, full spray fans, especially when triple overlap is used. In addition, higher forward ground speeds are typically needed to apply the desired application rate. Smaller-orifice nozzles tend to clog easier, and faster forward ground speeds are not always desirable in a construction zone. Double overlap or single coverage using larger nozzles and slower speeds is sometimes necessary. While not preferred, most inspectors seem to accept variations such as shooting out of every other or every third nozzle, along with bar height and nozzle angle adjustments, provided the result is uniform coverage and the application rate is maintained.
For best results, the height of the spray bar above the road surface should not vary more than 1/2 inch (12.5 mm) during application. Additional steps must be taken to ensure this maximum permissible height variance is not violated as the load lightens on the suspension of the distributor truck. Most distributors now have automated mechanical controls to maintain the proper height.

Source: Asphalt Institute
Figure 72. Spray Fan Overlap
5.5.4.3 Determining Emulsion Application Temperature
Recommendations for spraying temperatures for asphalt emulsions are generally in the 120–180 °F (50–80 °C) range. For tack coats specifically, being in the upper portions of this range reduces the break time for the emulsion, which speeds the construction process. Review of local specifications and the material supplier’s recommendations for individual situations is encouraged.
5.5.4.4 Verifying Application Rates
It is important to verify the final application rate of tack coat applied to compare against the specified rate (see recommended rates in Section 5.5.2). This section covers calculating the residual tack coat rate of the emulsion applied. Application rates are most often expressed as a volume per area, such as gallons/square yard or liters/square meter, but they can also be expressed in terms of mass as pounds/square yard or kilograms/square meter. Specifiers should designate whether the volume to be placed is a residual binder rate, emulsion rate, or a specific diluted rate.
It is important to verify the final application rate of tack coat applied to compare against the specified rate.
5.5.4.5 Calculating Application Rate by Volume
The calculations to determine tack coat applications are rather straightforward. All asphaltic materials’ volumes change with temperature; therefore, a standard temperature is required to determine the appropriate volumes used. The volume of asphalt emulsions is reported at 60 °F (15.5 °C), therefore, the specified application rates shown in Table 5 and Table 6 use volumes at 60 °F (15.5 °C). Table 8 provides the necessary temperature-volume corrections needed to convert volumes at other temperatures to the standard 60 °F (15.5 °C) volume.
Residual asphalt application rate calculations need to account for not only the temperature but also the water that is present in an undiluted emulsion and any water added during dilution. The following steps can be useful when calculating the tack coat application rate by volume in gallons/square yard:
Step 1: Determine the distance traveled.
Step 2: Calculate the area covered = distance traveled X width sprayed. (convert from square feet to square yard if needed).
Step 3: Calculate the gallons of material applied = beginning volume—ending volume. The volumes may be determined by using a dipstick calibrated to the truck’s tank (much preferred), or onboard meters.
Step 4: Correct for temperature back to 60 °F by applying correction factor.
Step 5: Account for any dilution.
Step 6: Calculate residual asphalt by accounting for the water in the original emulsion.
Step 7: Calculate residual asphalt application rate which is the gallons of residual asphalt applied divided by the area of application.
The same steps can be used to calculate the tack coat rate by volume in L/sq m.
5.5.4.6 Calculating Application Rate by Mass
Application rates may also be calculated using the mass of the applied product. Most emulsion manufacturers will show the weight per gallon at 60 °F on the bill of lading that accompanies the shipment. When weigh scales are available, the mass of the distributor can be determined before and after application to determine the amount of material sprayed. Note that a temperature correction is not needed when calculating by mass as temperature changes do not affect the mass of the materials. The calculation process is very similar to the steps shown above.
The application rate (shot rate) calculations by mass are as follows:
Step 1: Determine distance traveled.
Step 2: Calculate the area covered, multiply the distance traveled by the width sprayed. (Convert from sq. ft. to sq. yd. if needed).
Step 3: Calculate mass of diluted emulsion applied.
Step 4: Calculate undiluted emulsion mass. This calculation assumes unit weight of the diluted emulsion is equivalent to unit weight of the undiluted emulsion.
Step 5: Calculate the gallons of emulsion used.
Step 6: Calculate residual asphalt application.
The same steps can be used to calculate the tack coat rate by volume in L/sq m.
Table 8. Temperature-Volume Corrections to 60 °F (15.6 °C) for Emulsified Asphalt

Source: Asphalt Institute