6. Mixture Delivery
6.4 Proper Truck Loading
Watch Video
Segregation (both physical and thermal) is very difficult to deal with at the paver, as pavers are not designed to remix materials. Consequently, the procedures used to transfer the asphalt mixture into the haul vehicle are critical in minimizing segregation.
The use of best practices during loading can dramatically reduce the chance of segregation. Reducing the free fall distance, when possible, will help prevent segregation. Discharging the mix should always be in mass and dropped straight vertically into the truck. Trucks are loaded from a discharge gate at the bottom of storage silos on a drum or batch plant or, on some batch plants, directly from the discharge gate.
The number of tons loaded and the number of drops will vary depending on the size and capacity of the truck. It is a best practice to avoid loading with a single drop, which will cause segregation of the material and result in the larger aggregate rolling to the front and back of the truck bed. As illustrated in Figure 76, a minimum of three drops is recommended. It is a good practice to load the truck with multiple drops of approximately the same amount of material. The truck is moved forward and backward so that the loads are placed in a specified sequence with the first drop at the front of the truck bed, the second drop at the tailgate, and subsequent drops in the middle of the bed.
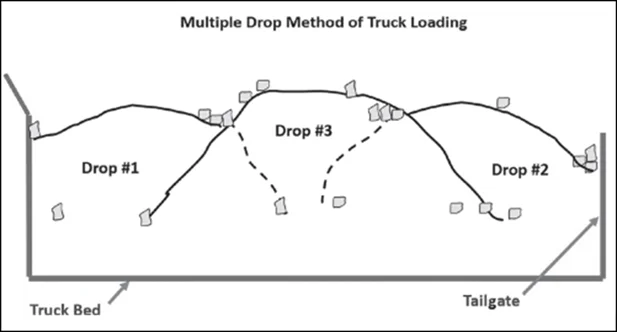
Source: Asphalt Institute
Figure 76. Example Truck Loading
For standard end-dump trucks, three drops are usually sufficient. Longer truck boxes will require more drops to prevent segregation (typically an odd number of drops). To facilitate loading, stations can be marked at the side of the loading area so the plant operator can direct the truck where to stop. Loading the truck using multiple drops to reduce the length of the face of the pile, and thus reduce the rolling distance for aggregate, will minimize physical segregation.