8. Compaction
8.4 Factors Affecting Compaction
Watch Video
Many factors have a significant effect on the ability to effectively and efficiently compact asphalt pavements, including the materials used, the mix design, mixture temperature, field operations, and the quality of the materials on which the asphalt is laid. Compaction equipment and the compaction operation itself also have a major effect and will be covered later in this chapter.
The following factors influence the compactibility of an asphalt mixture and will be discussed in the following sections:
- Mixture properties.
- Environmental conditions.
- Layer (lift) thickness.
- Subgrade and bases.
8.4.1 Mixture Properties
The physical characteristics of an asphalt mixture play a significant role in its compactibility. Understanding how these properties affect mix compactibility is important for achieving proper mat density. The specific material properties that are of interest include the following:
- Aggregate properties and gradation.
- Asphalt binder properties.
- Mixture temperature.
8.4.1.1 Aggregate Properties and Gradation
Aggregate gradation, surface texture, and angularity are the primary aggregate characteristics that affect the compactibility of the mixture.
Open-graded mixes are very easy to compact, only seated with a couple of passes; they should not be compacted, or the high void content would close up. The high mastic content of SMA helps compaction, plus the amount of rolldown is less (15 percent compared to 25 percent for dense-graded mixes). While small amounts of natural sand around the No. 30 (0.60 mm) sieve can improve compactibility, excessive sand will increase mixture tenderness and may be difficult to compact. Also, as the maximum aggregate size increases or the amount of coarse aggregate increases, without a corresponding increase in lift thickness, the mixture will be more resistant to compaction.
An increase in surface texture and angularity also makes a mix harder to compact, but it provides for vital vehicle/pavement friction. Crushed, rough-surfaced, cubical aggregate provides more particle-to-particle friction versus round, smooth, natural aggregate, improving long-term performance.
The dust content, or material passing the No. 200 (0.075 mm) sieve, can also affect the compaction process. If the dust content falls below the target percentage from the mix design, the mix can also become tender and hard to compact. If the target value for dust is exceeded, the mix will generally become prone to check cracking during compaction (see Chapter 12, 9).
8.4.1.2 Asphalt Binder Properties
The grade of asphalt binder affects a mixture’s compactibility. Stiffer binder grades require more compactive effort relative to softer grades. Modified binders provide more rut resistance and increase the durability of a mix. Stiffer and modified binders typically require higher compaction temperatures than softer, unmodified binders.
The use of WMA technology can play a role in the compaction process. There are many different WMA additives and techniques on the market. While the purpose of WMA started out to be primarily lowering production and construction temperatures, field studies and practical applications have shown that WMA can also be an effective compaction aid. The effectiveness of WMA as a compaction aid varies with the type of WMA technology used.
8.4.1.3 Mixture Temperature
Since asphalt binder is a thermoplastic material, its viscosity increases as the temperature drops. When the asphalt is fluid (hot), it acts as a lubricant that facilitates compaction of the mixture. As the binder cools, it becomes stiffer and binds the aggregates to the point where the asphalt mat is not compactible.
The temperature of a mixture is key in obtaining density. Asphalt mixtures are most efficiently compacted when they are at or near optimum high temperatures for that mix. Typical starting compaction temperatures are usually in the range of 275 to 310 °F (135 to 155 °C) for both unmodified and modified binders. Due to the wide range of asphalt grades and modifiers, the contractor is encouraged to discuss the appropriate mixing and compaction range with the binder supplier.
In addition, compaction should be completed before the internal mix temperature falls below what is referred to as cessation temperature, typically around 175 to 180 °F (80 to 82 °C). Continuing to compact below these temperatures will typically not significantly increase density and can damage the mat by fracturing the aggregate. This is why most specifications say compaction operations should cease once the mix cools to a certain minimum temperature.
The optimum high and cessation temperatures (see the rolling zone discussion in Section 8.5.3) of a mix will vary from project to project. Therefore, it is important to establish target starting and cessation temperatures at the beginning of each project. The goal of the contractor is to complete the compaction operation and obtain optimum density in that temperature range.
During adverse weather conditions such as cold ambient temperature and/or high winds, the mat will cool more rapidly. In those scenarios, it is sometimes acceptable to raise the starting mix compaction temperature to increase the amount of time to densify the mixture before it cools. However, the increase in temperature should be moderate and never exceed the recommended maximum mixing temperature provided by the binder supplier.
8.4.2 Environmental Conditions
After an asphalt mixture is produced, it is constantly losing temperature. Temperature loss is very slow when it is in a large, bulky state such as a storage silo, an insulated and tarped truck, or perhaps in an MTV. When it is in a windrow, or behind the paver, it is less bulky and losing heat much more quickly. Contractors are forced to work within a specified temperature window to achieve the needed compaction to promote a long-lasting pavement.
It is critical for contractors to understand how environmental factors will affect this window of opportunity. Important factors that come into play include air, surface, and mixture temperatures; wind conditions; overcast versus clear skies; and lift thickness.
Traditionally, standardized nomographs showed an estimation of time available for compaction. Now, online calculators, software, and mobile device applications provide better job-specific estimations. These more advanced tools consider the binder grade, mixture temperatures, and the mat’s compacted thickness, plus site-specific factors such as latitude, base temperature, and other environmental conditions. Not only are the software tools more accurate, but they also allow for real-time updates as conditions change in the field.
Free software programs such as PaveCool or MultiCool are available online and as mobile apps that predict asphalt pavement cooling during construction. These user-friendly programs estimate how site-specific conditions affect the cooling of a freshly placed mat. The results help contractors plan their rolling operations to achieve target density more efficiently. Actions such as increasing plant mix temperature, covering hauling units, minimizing haul length, shortening windrows in front of pickup machines, etc. can all lessen the rate of cooling. Figure 121 shows typical plots from MultiCool. The lower graph illustrates how 3-inch lifts cool slower relative to 1.5-inch lifts, and how 25 mph winds accelerate cooling relative to 5 mph winds.
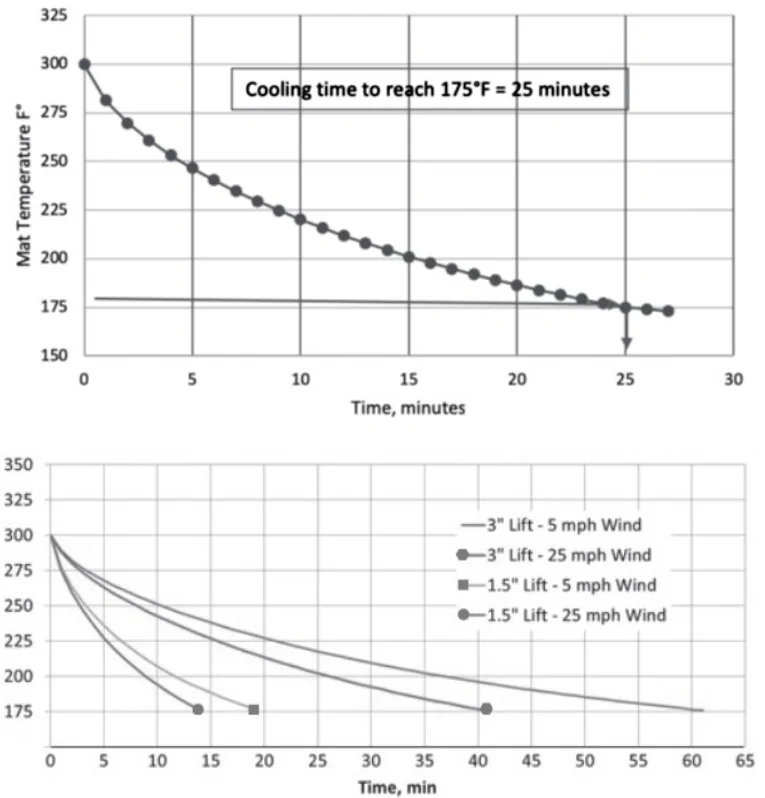
Source: MultiCool
Figure 121. Estimating Cooling Rate of Asphalt Mat During Compaction
8.4.2 Layer Thickness
Watch Video
Compacted lift thickness must be considered when planning a paving project. It impacts both the compactibility of the asphalt mat and how rapidly the mat will cool. When the compacted lift is too thin in relation to the NMAS of the mixture, it will be difficult to achieve the required density. The aggregate particles tend to break, especially during vibratory compaction, because there is insufficient room for particle reorientation. Too thin a lift and thus fractured aggregate is a far too common problem.
The recommendation for minimum thickness of a single lift of dense-graded asphalt mixtures is four times the NMAS for coarse-graded mixtures. For fine-graded mixtures, a minimum of three times the NMAS is advised. Fine-graded mixes have a gradation that lies above the MDL, while coarse-graded mixes have a gradation falling below the MDL. Historical pavement thickness guidelines of two times the “top size” are inappropriate for NMAS-defined gradations and are susceptible to poor pavement performance.
The following is an example for a coarse-graded mix with an NMAS of 0.5 inches (12.5 mm):
Minimum acceptable lift thickness = 4×0.5 inches = 2 inches (50 mm) compacted thickness.
Similarly, the following is an example for a fine-graded mix with an NMAS of 0.5 inches (12.5 mm):
Minimum acceptable lift thickness = 3×0.5 inches = 1.5 inches (37.5 mm) compacted thickness.
The time available for a contractor to achieve density is also affected by the lift thickness. Thick lifts, which may be defined as greater than 3 inches (75 mm), have less material exposed to the air and subsurface in relation to their volume and therefore cool slower. Therefore, the contractor will have more time to compact a thicker lift than a thinner option. Also, it is generally easier to achieve the required density of thicker lifts than of thinner ones. Thicker lifts can be utilized when placing highly stable mixtures that are difficult to compact or when paving in adverse weather conditions causes rapid cooling. Thicker layers can permit mixtures to be placed at lower temperatures because of the reduced rate of cooling. Running simulations on PaveCool or MultiCool will provide a clear picture of thickness’ effect on cooling during construction, as was seen in Figure 121.
8.4.3 Underlying Conditions
The subgrade or base (or other underlying material) must be firm and non-yielding under the haul trucks and other construction equipment to provide a solid platform for compaction of subsequent asphalt layers. Subgrades or bases that show movement under trucks or construction equipment will need additional compaction or some type of remedial work to overcome this deficiency before paving. Therefore, it is good practice to conduct proof rolling of the subgrade or aggregate base prior to paving to identify any areas that require corrective action. The remedial work could be one of the many stabilization processes that are available or complete removal and replacement with a more suitable material. Haul trucks may also be limited in size and weight or rerouted where possible to prevent pumping action of subgrade and base materials.
A uniform grade is highly advantageous regardless of the material on which the asphalt is being placed. A nonuniform grade will lead to variable thickness in the asphalt layer. Moreover, high spots from the irregular surface tend to bridge steel-wheel rollers over ruts and other low spots. This will lead to variable densities and uneven grades in those layers. Over time, the nonuniformity that was paved upon will reflect to the surface, compromising its performance.
A best practice is to correct nonuniformity prior to paving. Some of the more common options include properly grading the base or subgrade, milling the existing surface, or placing a leveling lift of asphalt if milling is not an option. All of these options are intended to bring the surface to a uniform grade.