8. Compaction
8.5 Compaction Variables Under The Operator’s Control
Watch Video
A number of the primary compaction variables can be controlled during the rolling process by the operator, including roller speed, number of roller passes, rolling zone, and rolling pattern. For vibratory and oscillatory rollers, direction of travel and mode of operation are also under the operator’s control. Each of these factors affects the level of density achieved under the compactive effort applied to the mix.
8.5.1 Roller Passes and Coverages
Each point on a freshly laid mat needs the rollers to pass over it a certain number of times. A pass is defined as a single movement of a roller over any point. Thus, a roller moving in the forward direction over a point (one pass) and then coming back over that point when the roller reverses (second pass) will have made two passes.
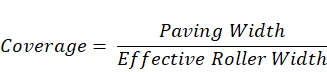
Coverages are the number of tracks from one side of an asphalt mat to the other needed to cover the mat once. This is calculated by first determining the effective roller width:

Overlap is the amount of the drum that overhangs previous tracks. This is typically about 4 to 6 inches.
Thus, the equation for the number of tracks for proper coverage will be:
Unless the coverage equation happens to produce a whole number, the answer will always be rounded up to the next whole number.
8.5.2 Roller Speed
Establishing and maintaining roller speeds is critical to getting consistent compaction. The more quickly a roller passes over a particular point, the less time the weight of the roller “dwells” on that point. This in turn means that less compactive effort is applied to the mixture. As roller speed increases, the amount of density gained with each roller pass decreases. The roller speed selected depends on a combination of factors: paver speed, layer thickness, and position of the equipment in the roller train. Target roller speed should always be the lowest pace that will achieve density and allow the paver to maintain a continuous and constant operating speed. In general, roller speeds will be no more than walking speed to accomplish these goals.
As roller speed increases, the amount of density gained with each roller pass decreases.
Once established, the roller speed should not change unless density requirements are not being met. If this happens, the roller will either have to slow down, or additional passes will need to be added. Reviewing the target paver speed should occur if a change in the roller speed or pass count is made. The paver and the rollers always need to be coordinated and balanced with each other.
Having selected a roller speed that balances with the paver speed, the roller should resist speeding up if the paver pulls away. Speeding up may catch the paver, but critical density will be lost due to the faster roller speed.
When using vibratory rollers, impact spacing is determined by the frequency, VPM or hertz, and the roller’s speed, in feet or meters per minute. Recommended impact spacing is 10–14 IPF (31–47 impacts per meter). Falling below this range will produce a washboarding effect, harming the ride quality. When the impact spacing is greater than this, ride quality can also be affected by the formation of ridges in the fresh mat.
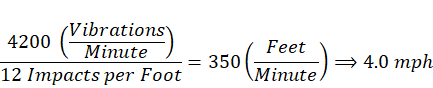
The determination of IPF or meter is accompanied by taking the forward speed in either feet or meters per minute and dividing by the frequency. Paving crews are encouraged to predetermine the number of IPF they are seeking and to then calculate the forward speed that will produce this level by using the following equation:

For example, a target of 12 IPF is sought with a roller whose frequency is set at 4,200 VPM. The appropriate roller speed would be:
Similarly, if the target was 36 impacts per meter with the same roller setting, the speed would be:

Note that rollers do not only travel forward, but they also need to reverse their directions. They may occasionally need to refill their water reservoirs for the spray system that minimizes the pickup of the fresh asphalt by the drum during a work shift as well. These factors must be accounted for. An “efficiency factor” will have to be applied for these reasons. The typical range for an efficiency factor is 75 to 85 percent (0.75 to 0.85). If the refilling of the water is not needed, then it may be as high as 90 percent (0.90). The equation to do this calculation is:

The effective roller compaction speed is calculated for this roller thusly. The roller is 84 inches wide and the overlap between tracks is 6 inches. The paving width is 14 ft, and the roller efficiency factor is 80 percent.
Apply the roller efficiency factor as follows to determine effective roller speed:


Determine number of roller passes for coverage of the width being pulled:



The answer is always rounded up, so in this example, three passes are needed for coverage.
Therefore, for the project described above, compacted with the roller specifications described, the roller should be operated at 3.2 mph over three passes to get full coverage.
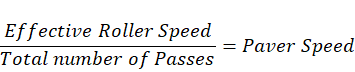
To check this information against the paver speed, apply the following equation:
The total number of passes will be the number of passes for full coverage (three in this example) times the number of passes established with the test strip. Assuming the passes from the test strips equal five for this example, then the total number of passes will be 15 (3×5).
Therefore, in this example, the paver speed will be:
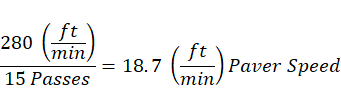
What this says is that the fastest the paver could run, if controlled by compaction, is 18.7 ft/min. If the test strip showed that three passes would achieve the needed compaction, then the calculation would show a paving speed of 31.1 ft/min.
It should be noted that plant production (discussed in Chapter 4) or trucking (discussed in Chapter 6) could control the production–delivery–placement–compaction balance.
8.5.3 Rolling Zone
The “rolling zone” is the temperature range when compaction is accomplished. Compaction must be achieved while the viscosity of the asphalt binder in the mix and the stiffness of the mix are low enough to allow for reorientation of the aggregate particles under the action of the rollers. In other words, the mat must still be hot enough for effective compaction. As discussed in 8.4.1.3, density needs to be achieved before the cessation temperature is reached, effectively halting further densification.
To obtain the required density most quickly, initial compaction should occur directly behind the laydown machine. If the asphalt mixture is stable enough, breakdown rolling can be carried out very closely to the paver while the mat temperature is still high. More density is obtained with one pass when the mix temperature is hotter than after it has cooled.
Sometimes when a tender mix is placed, initial rolling is delayed to avoid excessive shoving or checking of the mix by the rollers. Depending on the mix characteristics, the required density can be achieved if the proper combination of rollers and compactive effort is applied. In those cases, however, when the mix is so tender that rolling must be delayed to the point that the desired density level cannot be achieved, other solutions must be tried. When a tender mix is encountered, the cause of the tenderness must be determined and changes made in the mix production and paving operation to ensure adequate density. Compaction of tender mixes is discussed later in this chapter.
8.5.4 Roller Operations
The improper use of rollers will prove frustrating at best and damaging to the newly laid material at worst. Therefore, it is imperative that the roller operators be properly trained so they will compact the mixture to its appropriate density effectively without harming it.
Compaction is to be done while the mat is in the rolling zone. Rollers will stay with the paver and achieve density if the established roller speed is maintained while getting the needed passes and coverages. The rolling zone is generally broken into three phases: breakdown rolling, intermediate rolling, and finish rolling. Each of these will be discussed further below.
While most contractors have developed roller patterns that consistently work well for them, verifying and altering this standard pattern must be done. Each mixture will behave differently, so the number and types of rollers needed, the number of passes and the corresponding mixture temperatures, and the roller settings will often need to be tweaked. Mixtures vary in their inherent stiffness or tenderness with different binders and aggregate combinations. The longitudinal joint can be especially tough for the contractor to achieve density. The next chapter is dedicated to the joint because of its challenges.
Each mixture will behave differently, so the number and types of rollers needed, the number of passes and the corresponding mixture temperatures, and the roller settings will often need to be tweaked.
Starts and stops of the roller should be done gradually. Starting or stopping a roller too quickly can tear the fresh mat. Stops with steel-drum rollers should be made at an angle to prevent the formation of a bump that will remain even after the completion of all rolling operations. Roller operators should never turn the roller if it is stopped, as this will rip the mat. Also, vibratory or oscillatory rollers will need to have the compaction enhancers turned off when coming to a stop and not reengaged until the roller has sped up from its stop. Modern rollers do this automatically.
The operator must be on the lookout for check cracking. These cracks are generally thin and very shallow. This is discussed further in Chapter 12.